En fait, pour commencer, je n'avais pas lu la notice, mais juste regardé le dessin.
Intuitivement, après avoir ouvert la trappe pour la première fois, j'ai brièvement pensé à une rampe avec les billes qui viennent pousser sur les disques. Puis j'ai abandonné l'idée. Il me semble qu'il y a des embrayags centifuges qui fonctionnent un peu comme ça, avec un effet de levier, ou plutôt de coin, grâce à des billes...
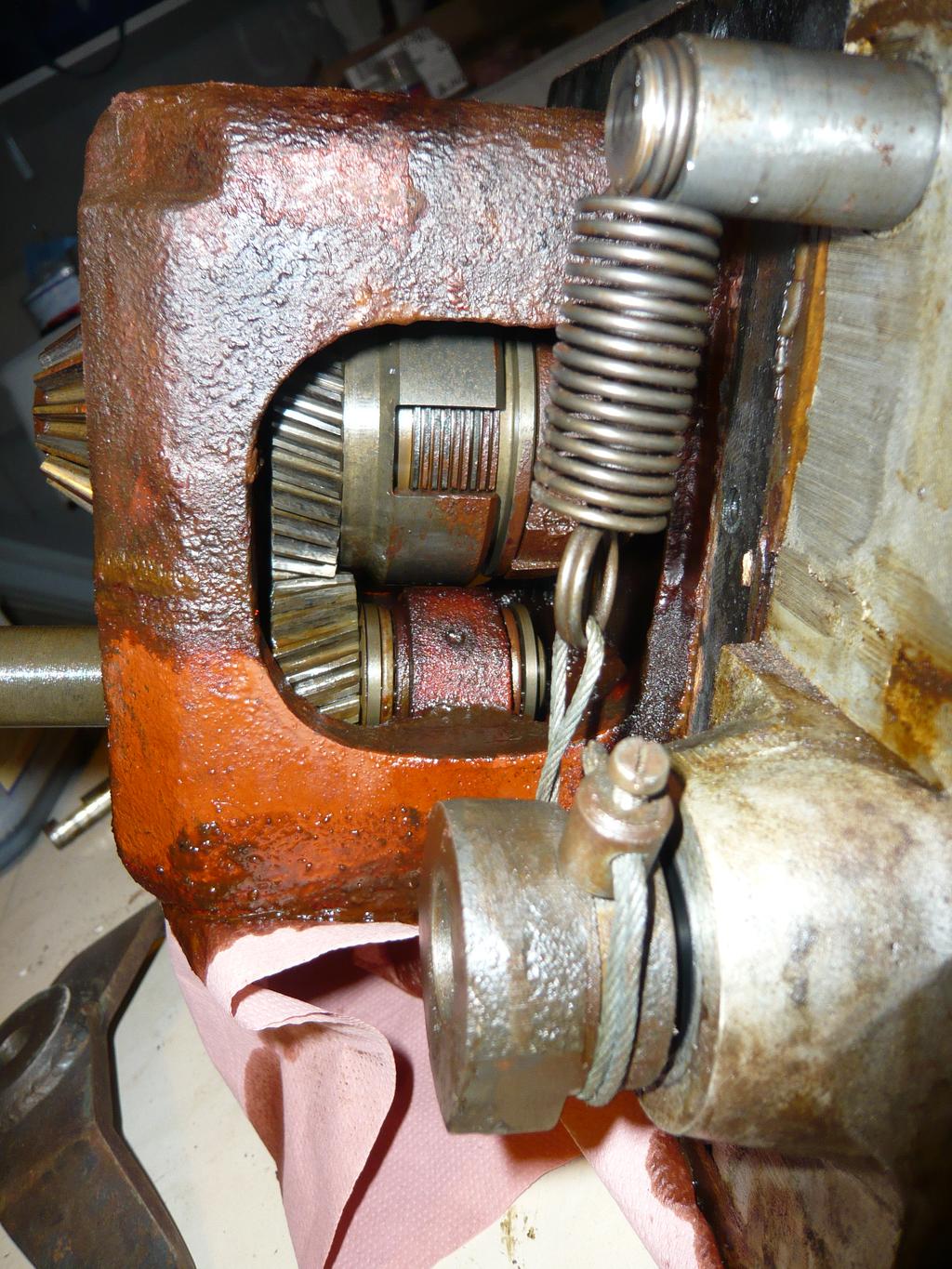
Je viens de redescendre à l'atelier. J'ai fini par apercevoir un deuxième truc. L'aspect n'est pas celui du deuxième groupe représenté sur le dessin de la doc, ni celui de la photo de lathe.co.uk. Mais il y a des fentes, et on aperçoit les disques.
Malheureusement ce n'est pas photographiable.
mais c'est bel est bien un système double.
Quand je parle de "système coaxial" c'est peut-être impropre. Simplement, on a sur le même axe des éléments qui peuvent tourner en sens inverse les uns des autres.
En marche avant, au niveau du 1er groupe, disques et cloche tournent dans le même sens, et le deuxième groupe tourne en sens inverse de l'arbre d'entrée. En marche arrière, c'est le contraire : les éléments du 1er groupe tournent en sens inverse, et le deuxième groupe tourne dans le même sens que l'arbre d'entrée.
Ca me gonfle de rien voir, là dedans.
Sur lathes.co.uk, à propos de AMC :
http://www.lathes.co.uk/stimaamc/
The Stima AMC company, with an office address in Paris and commercial address in the Rue de Selves, Brive (Corrèze)
et ben m..de alors ! Agence commerciale à Brive. Il y avait SIOME, à Brive, aussi.
J'ai discuté un peu avec un tourneur cet après midi au sujet de cet embrayage. J'ai ajouté que sur les AMC il y avait un dispositif de ce genre. Il ne connait pas, mais dans la société où il travaille, il y a eu des AMC. Et il lui a semblé que ceux qui s'en servaient jouaient des leviers de boite pour accélérer ou ralentir les machines. Il a ajouté que les AMC étaient d'excellentes machines réputéees très précises. Les dernières ont été remplacée il y a 6 ou 7 ans, m'a-t-il dit. Et j'en avais eu vent à l'époque par le responsable maintenance : mais les machines avaient été neutralisées pour interdire la revente. Ca m'avait foutu les boules (lui aussi soit dit en passant). En conclusion, ce responsable maintenance que je vois de temps en tremps connait forcément les AMC et leur système s'embrayage.
Je me tâte pour sortir ce truc.
L'axe de fourchette est facile à déposer (je l'ai déjà fait pour nettoyage). La fourchette doit sortir toute seule. Ensuite, les groupes de disques et le manchon ont l'air d'être plus petits que le roulement. ca doit sortir d'un bloc. J'hésite...
Il y a une chose qui m'interpelle à la lecture de l'article de lathe.co.uk
"the clutch was arranged to give instantaneous forward or reverse at any speed whilst a mechanical brake, automatically synchronised with the clutch control, brought the spindle to a halt at the moment of declutching."
Je n'ai pas trouvé de mécanisme de synchronisation avec le frein (frein à tambour genre mobylette). Or, j'en suis à peu près certain, le frein a été bidouillé. Manquerait-il des pièces ? Cependant, je vois mal comment synchroniser tout ça en plus avec le frein à pied ? Sur les AMC il n'y a aps de frein à pied. Il y a une doc sur le forum avec le réglage des embrayages.
Donc, supposons qu'on est en marche avant. On actionne la commande (barre du bas), on passe par le point mort, ça continue sur l'inertie. Puis on engage la marche arrière, et hop, le deuxième embrayage devient un frein avant que les rotations s'inversent et s'égalisent.
Pour l'huile de la boite, il est écrit sur le document SIGMA : huile aussi fluide que possible, mais pas trop non plus car risque de fuites et de mauvaise lubrification. 3 à 4° Engler.
lubrifiants-conversion-des-differents-indices-de-viscosite-t1895.html
3 à 4 : ISO 32 à 46
"plus fluide c'est plus mieux" qu'y disent, mais faut que ça glisse bien. Donc, ça sera huile pour boites autoimatiques (ISO 28 à 30).
lubrifiants-conversion-des-differents-indices-de-viscosite-t1895.html
pierreppmx : la poupée de ta machine est beaucoup plus évoluée ; demi paliers, pompe, etc. ce n'est pas envisageable sur le mienne de faire la même chose (déjà, il faut des roulements avec orifices de lunbrification, ce qui impose des rulements à rouleaux pour autant que je sache ?).
Sur la mienne, les roulements centraux sont aussi lubrifiés par ruissellement. il y a un disque au niveau de chaque roulement de poulie. L'huile est centrifugée, ruisselle le long des parois, et doit finir par atteindre les roulements, ou encore descend vers les roulements lors des arrêts de la broche. C'est tout.
Bon, ça avance, tout ça. demain, je réassemble le moteur et je peinds le trainard. Ensuite, à l'assaut de la boite des avances et du tablier.
{kind=link}