Milles merci David,ca fonctionne du tonerre!!
Me reste un peu de paufinage,est-il possible de mettre un rampe de décélération car la a la fin d'un usinnage la broche s'arrete net
1000 rpm-0 sans aucun délai c'est brusque.
Le servo est capable d'etre asservi de différente façons:
1-couple
2-vitesse
3-position
4-vitesse et position
5-position et couple
6-vitesse et couple.
Je ne sais pas trop ce qui est le mieux?
Quelle est la différence en fait,mis appart que le mode position fonctionne en step/dir?
Autre question,ma période d'essai gratuite de Fusion est expiré,quelle alternative existe-il car a 700$can/année c'est un peu trop dispendieux
pour moi.Dommage car j'adore ce logiciel.
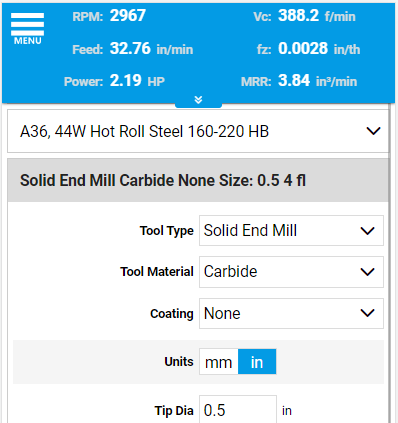
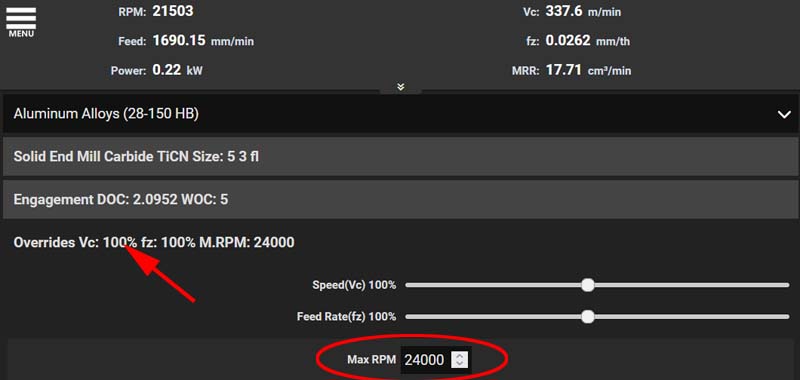
Je suis présentement a faire des test, vitesse de broche/avance mais le résultat est incomparable avec avant.
En dégrossisage,dans l'alu Je tourne a 1100rpm avance a 250mm/min pour une passe de 0.5mm,c'est déja pas mal rapide mais je sent que je peux aisément monter plus que ça.le fini est déja pas mal bon. Avec une passe de finition a 30mm/min ça frise la perfection!
Je vous promet des vidéos sous peu.
Un gros merci a vous tous!!