S
SuperSpinach
Compagnon
Bonjour à tous,
Je suis en train d'améliorer mon imprimante Tronxy X5S et j'aurais besoin de vos avis sur le choix d'une hotend.
J'ai récemment refait le système de transmission ce qui me permets d'imprimer à des vitesses plus élevées qu'auparavant : je suis passé de 40-50mm/s à 100mm/s et je pourrais augmenter encore.
Mon objectif à terme serait de faire une imprimante avec une vitesse d'impression de 200 à 250mm/s pour faire des pièces de grandes dimensions sauf que maintenant tout le système d'extrusion peine un peu.
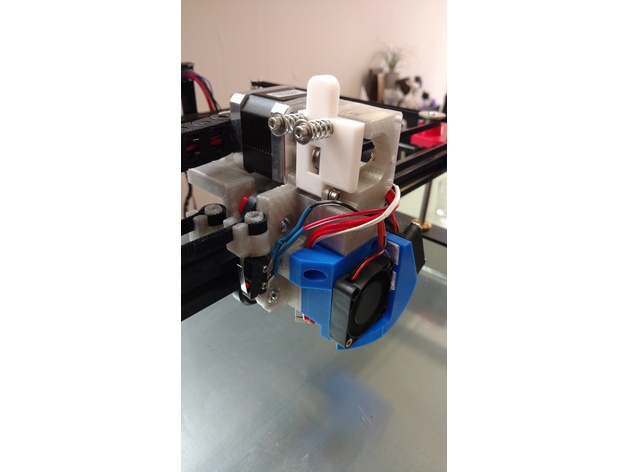
Actuellement, le refroidissement de la pièce est plus que moyen avec le ventilateur qui souffle plus sur la buse que la pièce alors je vais certainement imprimer un support de type Fang pour ma hotend. Tant qu'à modifier le support de la hotend, autant virer l'ancienne pour une de meilleure qualité et qui me permettrait d'avoir un débit plus élevé (soit pour utiliser une buse plus grosse que celle de 0.4mm ou pour augmenter la vitesse d'impression).
Au début j'ai pensé installer une E3D "V6" ou "Volcano" mais j'ai ensuite découvert la "Mosquito" de Slice Engineering et sa copie chinoise "Dragon" de TriangleLab. Ces deux dernières semblent de bien meilleure qualité avec une conception plus moderne et je pense m'orienter vers la Dragon.
Ma question porte donc sur le débit d'impression des hotends. Dans les deux cas les fabricants proposent des modèles "Standard" et "High flow".
La version High flow de chez Slice Eng. aurait un débit max. de 30mm³/s tandis que le débit annoncé pour la hotend Dragon serait de 40 à 62.51mm³/s en fonction du modèle. Ces 2 dernières valeurs me semblent un peu élevées , pensez vous que ce soit réaliste ?
, pensez vous que ce soit réaliste ?
Autre question : est-il possible d'utiliser des buses de petit diamètre (0.15-0.20mm) sur des hotends "High flow". Etant donné que je souhaiterai faire des grandes pièces les versions "High flow" des hotends seraient plus intéressantes pour gagner du temps mais j'aurais bien aimé pouvoir faire des pièces plus petites et précises de temps en temps.
Lien vers les Hotends Slice Engineering
Lien vers les Hotends TriangleLab
Merci d'avance.
Je suis en train d'améliorer mon imprimante Tronxy X5S et j'aurais besoin de vos avis sur le choix d'une hotend.
J'ai récemment refait le système de transmission ce qui me permets d'imprimer à des vitesses plus élevées qu'auparavant : je suis passé de 40-50mm/s à 100mm/s et je pourrais augmenter encore.
Mon objectif à terme serait de faire une imprimante avec une vitesse d'impression de 200 à 250mm/s pour faire des pièces de grandes dimensions sauf que maintenant tout le système d'extrusion peine un peu.
Actuellement, le refroidissement de la pièce est plus que moyen avec le ventilateur qui souffle plus sur la buse que la pièce alors je vais certainement imprimer un support de type Fang pour ma hotend. Tant qu'à modifier le support de la hotend, autant virer l'ancienne pour une de meilleure qualité et qui me permettrait d'avoir un débit plus élevé (soit pour utiliser une buse plus grosse que celle de 0.4mm ou pour augmenter la vitesse d'impression).
Au début j'ai pensé installer une E3D "V6" ou "Volcano" mais j'ai ensuite découvert la "Mosquito" de Slice Engineering et sa copie chinoise "Dragon" de TriangleLab. Ces deux dernières semblent de bien meilleure qualité avec une conception plus moderne et je pense m'orienter vers la Dragon.
Ma question porte donc sur le débit d'impression des hotends. Dans les deux cas les fabricants proposent des modèles "Standard" et "High flow".
La version High flow de chez Slice Eng. aurait un débit max. de 30mm³/s tandis que le débit annoncé pour la hotend Dragon serait de 40 à 62.51mm³/s en fonction du modèle. Ces 2 dernières valeurs me semblent un peu élevées
, pensez vous que ce soit réaliste ?Autre question : est-il possible d'utiliser des buses de petit diamètre (0.15-0.20mm) sur des hotends "High flow". Etant donné que je souhaiterai faire des grandes pièces les versions "High flow" des hotends seraient plus intéressantes pour gagner du temps mais j'aurais bien aimé pouvoir faire des pièces plus petites et précises de temps en temps.
Lien vers les Hotends Slice Engineering
Lien vers les Hotends TriangleLab
Merci d'avance.