Si vous avez d'autres exemple
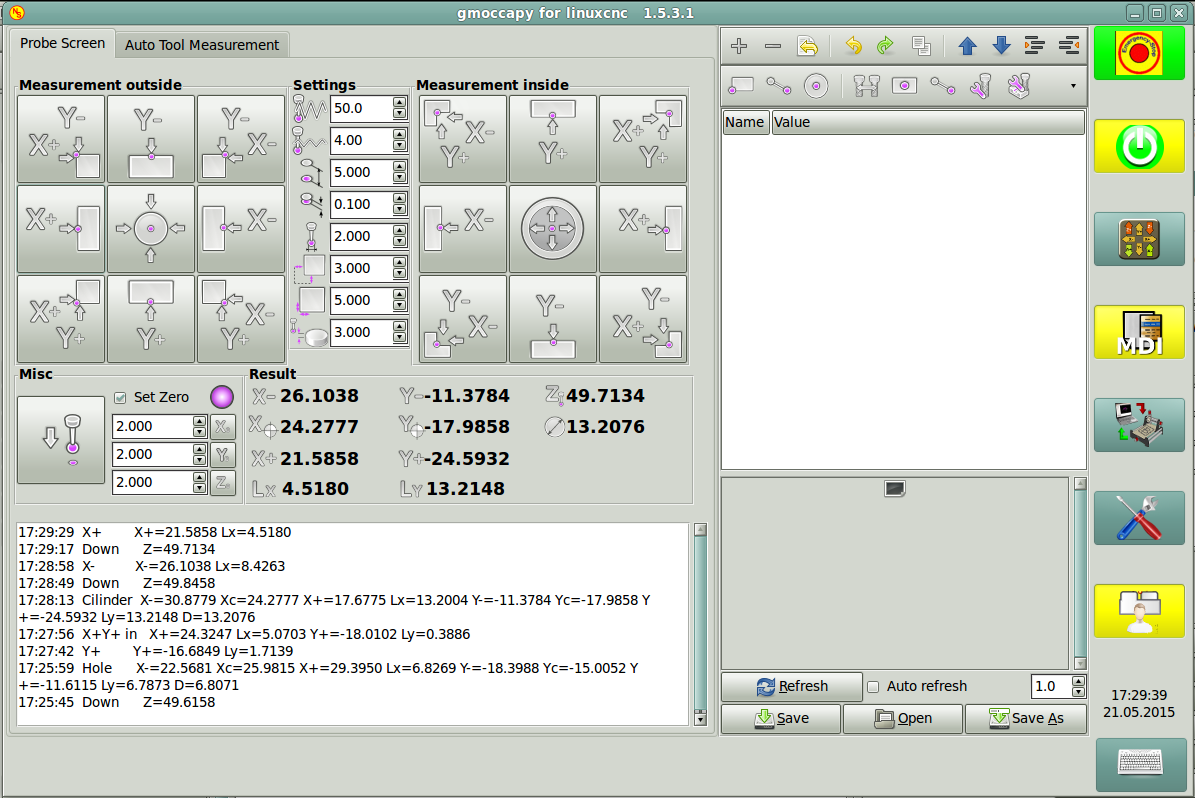
Oui, il est très complexe ce module de palpage, je l'ai mis de coté pour l'instant ( ou définitivement)
Contribute to verser-git/probe_screen_v2 development by creating an account on GitHub.

github.com
Par un remapping il prend la main sur pas mal de chose comme le mode changement d'outil manuel si je me souviens bien
En revanche il dévoile un paramétrage dans .ini qui n'est pas commenté et qui permet le transfert de variables
de hal, de ini, dans du gcode.
Tout est basé sur l'appel , en mode MDI, de quelques sous- programme en gcode, qui incluent au besoin des calculs et
un stockage des paramètres. Etudier ces sous-programmes gcode et s'en inspirer dans le répertoire
macros de ce module est très instructif.
Quand on a bien maîtrisé leur syntaxe d’écriture, on peut appeler la bonne macro par un interface plus
simple sous pyvcp et axis. Finalement ton palpeur doit fournir que 2 informations, une longueur d'outil et
son diamètre.
Si tu veux y aller progressivement, il y a une discussion qui démarre à peu près ici:
Très inintéressante, cette partie du post! D'accord, on va essayer de faire mieux alors

www.metabricoleur.com