Et oui je suis fou surtout vu la fraiseuse, mais ce n'est pas nouveau, après tout j'avais bien testé l'acier ! :D
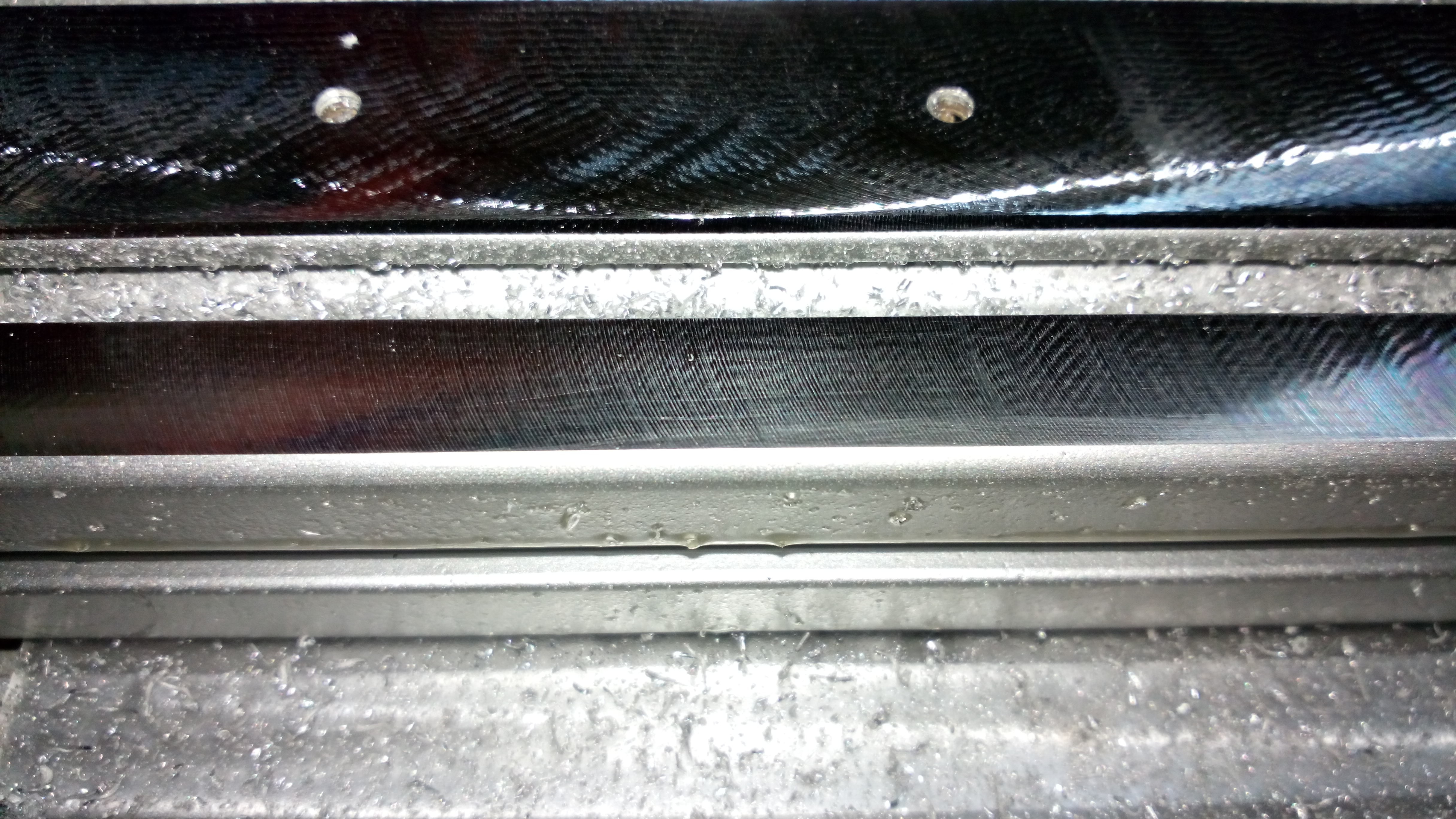
Pour le résultat, bizarrement le meilleur état de surface se trouve sur la troisième photo, la petite bande, c'est vachement
lisse comparé au reste, pourtant ça fait partie de la même passe, bizarre

Dans mon cas c'est l'axe Z qui se met à vibrer, ce qui entraine le portique et après le chariot donc j'ai pas le choix, je dois
rester sous les 2000tr/min, mais c'est largement suffisant visiblement.
Après j'étais pas tranquille non plus pour la première fois, je restait planqué derrière mon écran
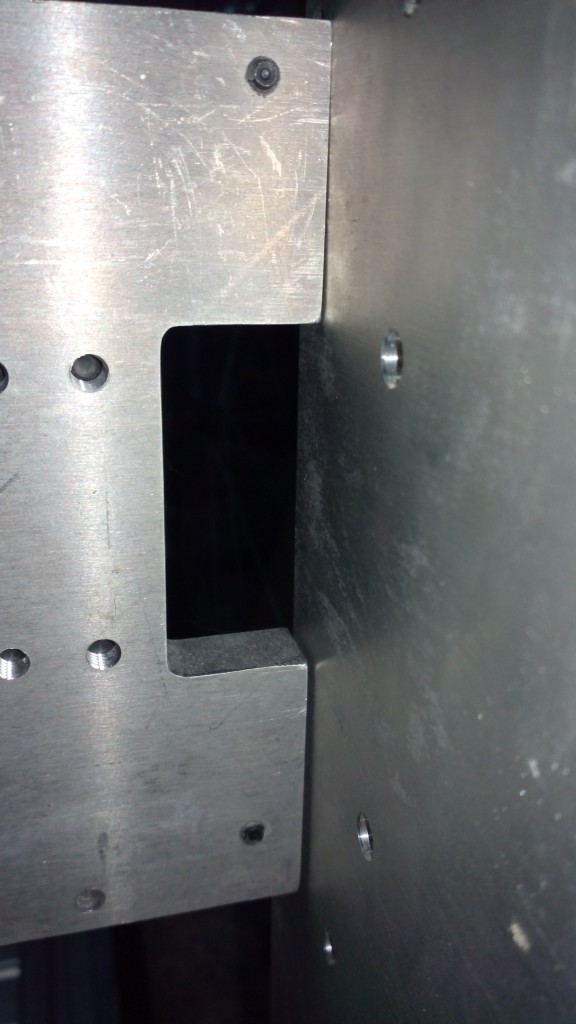
PS : Au passage, les profilés surfacés sont ceux qui supporte les rails du portique de la V2, je prend le risque de perdre un peu de matière
quitte à devoir changer les bandes alu qui vont dessus si j'ai un manque au montage.