Bonsoir,
quelques nouvelles du dépannage qui s'est transformé en restauration...
Tout d'abord j'ai réglé le problème de la rondelle que j'ai détériorée en démontant le moteur.
Rondelle en Hardox 400 découpée au laser. Epaisseur 4mm et perçage à 39. Usinage à 3,3 mm et alésage à 40.
Ensuite j'ai trouvé une boite d'usinage sympa qui me l'ont rectifiée à 3mm en échange d'un paquet de café!
J'imaginais déjà débourser 100 balles pour une rondelle de 3mm...je m'en sort pas trop mal...
J'ai fait découper deux rondelles au cas ou il y aurais un problème...
Je dis toujours erreur réparée à moitié pardonnée...
*
Le démontage s'est déroulé sans trop de mauvaises surprises.
Technique JeanJean pour démonter le trainard et le tablier décrite de nombreuses fois sur le forum!
Trainard au milieu du banc. Bien calé avec plusieurs cales pour pouvoir descendre le tablier doucement et dégager les pignons en douceur.(ça pèse un âne mort...)
Démontage des goupilles vis mère et barre de chariotage
et des flasques à l'extrémité droite du tour
Vis mère embrayée, déplacer le traînard sur la droite pour dégager le roulement.
Caler le support à l'extrémité droite du tour qui accueille les roulements des barres et tapoter doucement vers la droite pour faire sortir
le roulement de la barre de chariotage.
Et au final extraire les goupilles de position et dévisser les 4 vis au dessus du traînard
Les petits détail qui te font te dire que tu as bien fait de démonter...
Les graisseurs des glissières sont évidement quasi tous bouché...
Après deux semaines de bains en tout genres dont le vinaigre bouillant il n'y en a que la moitié dont je suis à a peu près qu'ils sont bien débouché et fonctionnel.
J'ai donc adopté la technique de Vax pour refaire tout les graisseurs sous le traînard. J'en garde 4 d'origine que je placerai sur le dessus du traînard pour graisser le chariot transversal
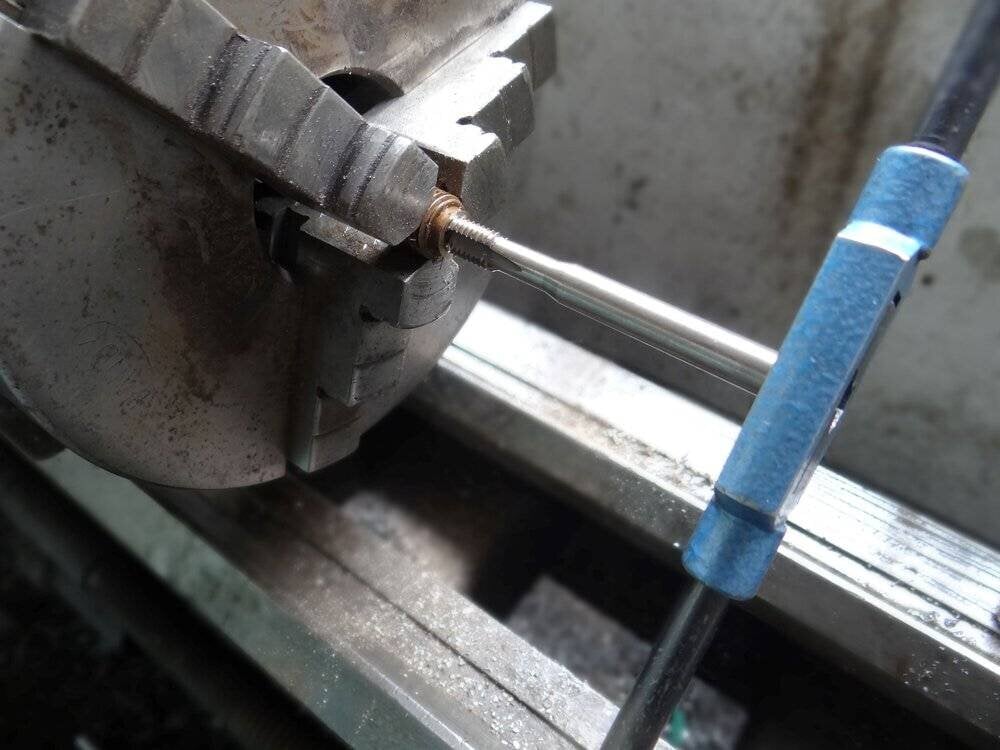
Serrage dans le mandrin. Pas de pinces...
Découpe du cône à la disqueuse avec un carton sur les glissières (super rapide...)
Dressage de la face pour une longueur totale de 15mm
Perçage en travers à 5.5 et perçage sur 10 mm pour taraudage en M8.
Ensuite un petit coup pour être sûr que ça passe dans son logement.
Je continuerai ce soir car il faut que j'aille bosser...