yellow_submarin
Apprenti
En effet j'ai foncondu, c'est corrigé dans le message d'origine; désolé Vibram.
Pour étayer, au début je pensais à des tubes d'acier remplis de granite / epoxy. C'est séduisant mais en retournant le truc dans tous les sens, pas moyen d'éviter de souder et usiner pas mal d'éléments dessus. L'acier, lui, ne coûte pas cher; mais la main d'oeuvre ...
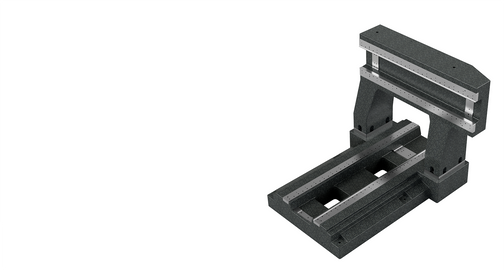
C'est pour ça que j'imagine que mouler les rails captifs sur une structure monolithique en granite / epoxy, sera plus économique.
Pour étayer, au début je pensais à des tubes d'acier remplis de granite / epoxy. C'est séduisant mais en retournant le truc dans tous les sens, pas moyen d'éviter de souder et usiner pas mal d'éléments dessus. L'acier, lui, ne coûte pas cher; mais la main d'oeuvre ...
C'est pour ça que j'imagine que mouler les rails captifs sur une structure monolithique en granite / epoxy, sera plus économique.
")