Avec 50 000 membres quand je vois le peu de personnes qui m'aident je pense que beaucoup lisent et attendent que je me plante.
Beaucoup ne sont pas actifs tout le temps, pareil tu a des heures, les plus grosses activité c'est entre 12-14 et le soir après le reste, ca va, ca viens.
Ensuite, beaucoup ne répondent pas juste parce qu'ils ne se sentent pas concernés, ou pas en mesure d'apporter quelque-chose de constructif.
Je trouves ton sujet actif, on t'aide à trouver des solutions.
Pour finir, lances toi!
En gros, des moteurs en 12NM ca suffit en général pour des conversions en CN sauf cas exceptionnels.
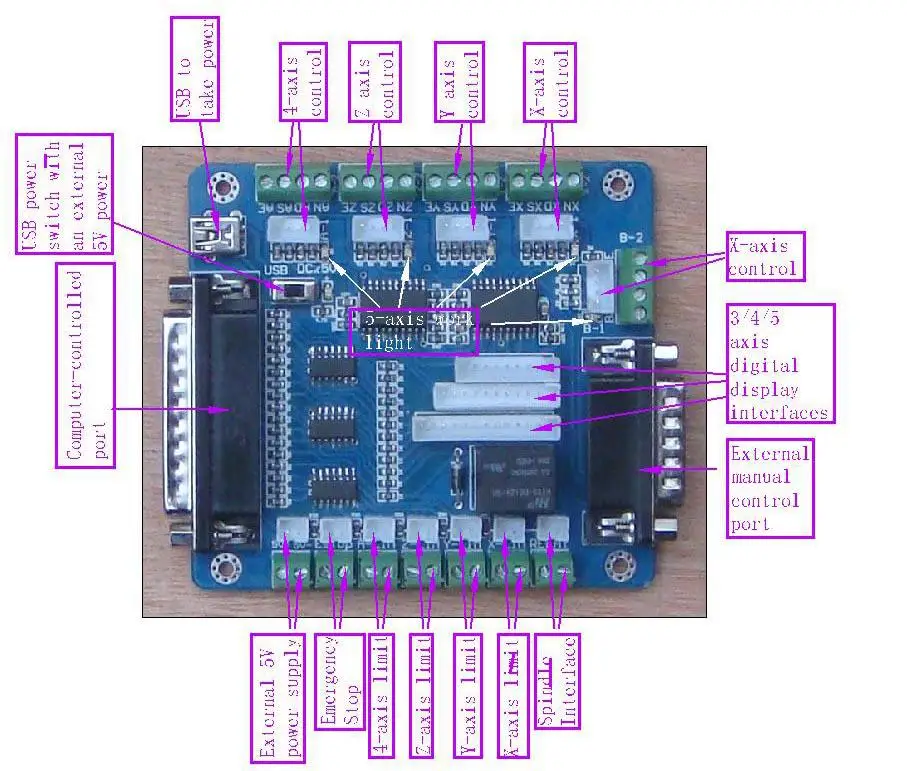
Pour la breakout board, on parles tout le temps de temps réel, etc ...
Tu convertis une fraiseuse en CN, ce n'est pas une machine faite pour la vitesse, ou les FAO exotiques HSM, donc il est fort peu probable que tu ai besoin de vitesses de malade, et puis si ca après tests in-situ ca ne fait pas l'affaire, linuxcnc supportes les cartes mesa, donc peu de risque de se planter
Fonces!