V0 (zéro) = vitesse de moindre usure, c'est la Vc qui permet de produire la volume maxi de copeau avant ré-affutage de l'outil (ou remplacement)
VE = vitesse économique, c'est la Vc la plus économique d'un point de vue industriel, c.a.d. un compromis entre un outil qui s'use plus vite qu'en V0, donc plus faible volume de copeau entre 2 affutages, mais qui donne un temps d'usinage plus faible, donc un cout plus faible ; c'est un calcul savant qui dépend du prix de l'outil par rapport au cout horaire d'un usinage. C'est la valeur qui est généralement donnée par les fabricants d'outils. A la louche V0 = VE - 20%
VL = vitesse limite, c'est la Vc la plus rapide que l'on peut utiliser sans tuer l'outil, donc vitesse d’exécution maximum mais plus grosse consommation d'outils.
Plus Vc augmente et plus l'outil s'use vite (et plus la puissance nécessaire à l'usinage augmente pour une même section de copeau et même matériau)
On peut sortir des paramètres conseillés et voir l'impact sur le couple ou la fz.
Oui, c'est un bon produit, dommage que la version pro ne soit pas trop donnée, car sur la V gratuite le choix des matériaux est limité.
quelques infos supplémentaires.
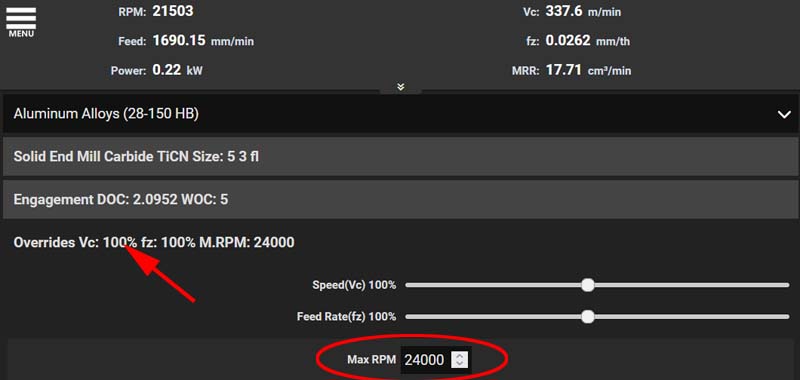
Salut, Un petit récapitulatif pour l'utilisation de la nouvelle version de FSWizard (version gratuite) Dans un 1ier temps, régler la vitesse maxi de la broche,

www.metabricoleur.com
Bonjour à tous ! On a parlé de ce soft dans mes autres posts ! http://micro100.hsmadvisor.com/?shell_id=247 J'en ouvre un autre pour une question simple, La cas
www.metabricoleur.com
Bonsoir à tous !! Voilà, je vais me (re)essayer à l'alu !! J'aurai voulu savoir si le fraisage "trochoïdal " faisait plus "peiner" la fraise qu'un fraisage norm
www.metabricoleur.com
Donc apparemment pas de soucis à faire ce qu'on veux.
Oui, tout à fait, on perd peut être un peu en qualité d'état de surface mais ça ne pose pas vraiment de problème en usinage. On est souvent obligé de composer en fonction des perfs de la machine ; ce qui est très important c'est de ne pas descendre en dessous du copeau minimum (Fz trop faible), donc parfois, si la machine ne peut pas avancer assez vite, il convient de réduire Vc pour conserver un Fz correct. Un fz trop faible flingue les outils bien plus vite qu'une Vc trop élevée !! .. et dans l'alu "mou" c'est une cata si Fz est trop faible, les copeaux se ramollissent trop et collent à la fraise, bouchent les goujure et ça casse ! ... Dans le bois c'est pareil, si Fz trop faible, ça surchauffe, ça fait de la poudre et ça brule le bois .. en gros la règle c'est plus la matière est "molle" ou déformable (alu pour extrusion, caoutchouc, bois) plus Fz doit être important, sinon ça ne coupe pas.
un exemple de Fz trop faible dans l'alu mou
Pour exemple, pour le bois, normalement j'utilise une Vc de 350m/min, bien inférieure à ce qui est préconisé avec de "vrais" outils pour le bois, mais avec les fraises que j'utilise (de simple fraises pour l'acier (*)) ça le fait bien. Donc normalement avec une fraise de 3 je devrais tourner à 37000 RPM, donc 24000 vu que ma broche ne vas pas plus vite, et un Fz de 0.03 ; un jour, je me suis raté en réglant la vitesse sur mon vario, qui n'affiche que 4 chiffres et j'ai réglé à 2400 RPM au lieu de 24000 (soit une Vc de 23m/min) ... sans toucher à l'avance bien sur donc au final mon usinage s'est fait à 2400 RPM avec un Fz de 0.3 ... aucun problème si ce n'est que j'ai passé plusieurs minutes à me demander pourquoi subitement ma broche ne faisait presque aucun bruit

avant de comprendre ... mais ça coupait parfaitement !
(*) si j'utilise des fraises pour l'acier, c'est une question de tarif ; à Ø égal et en outil de bonne qualité, la fraise carbure de 8 pour l'acier traité coute 16€, la même pour le bois ... presque le double !!! et la fraise pour le bois dégage si tu as le malheur de toucher une vis de fixation de la pièce (vis agglo) alors que la fraise pour l'acier coupe la vis et continue sans broncher !!
Voila ce que j'utilise pour le bois. (érable, noyer, chêne)
14000 RPM (Vc = 352) - Fz 0.09 (avance = 5000 mm/min avec une 4 dents) je prends des passes de 6 à 8mm
en pleine matière, avec un engagement de 40%
Je ne peu guère allez au delà de 5000mm/min sans risques avec ma machine (en usinage avec fortes passes)
++
David