@didou
De mon éxpérience sur les cn rien n'est a 100% normalisé, comme tu as pu voir le sens de rotation dépend de la direction de l'axe !
Je me suis basé sur les exemples de dh42 pour ce dev, il semblerait que dans son cas le sens de rotation soit inverser au tiens...
@LETARTARE
En effet aucun deplacement en X.
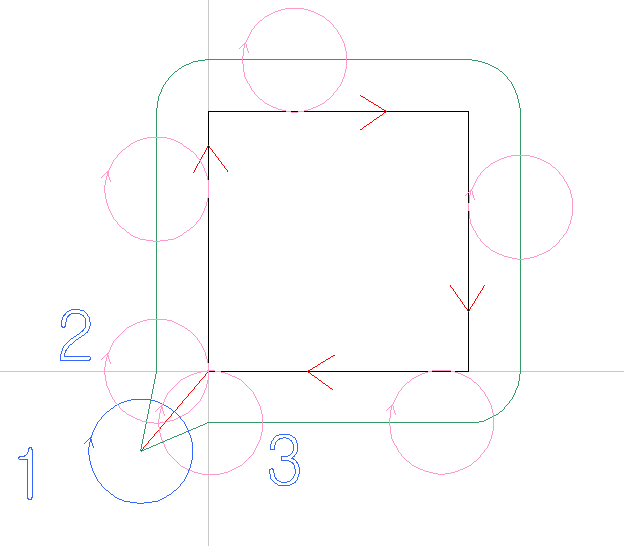
disons que dans la réalité les mouvements du 4ème axes font bouger la pièce.
Pour des raisons de visualisation dans le soft, la pièce est toujours fixe, on dessine les mouvements de l'outil par rapport a la pièce fixe quand on actionne le 4ème axe.
C'est un changement de repére, les trajectoires dans le repère terrestre, de l'outil ou de la pièce sont toutes différentes. XYZ pilote l'outil par rapport au repére terrestre, mais l'absence de commande X dans le gcode ne veux pas forcément dire que l'outil est fixe dans le X d'un autre repère !
De mon éxpérience sur les cn rien n'est a 100% normalisé, comme tu as pu voir le sens de rotation dépend de la direction de l'axe !
Je me suis basé sur les exemples de dh42 pour ce dev, il semblerait que dans son cas le sens de rotation soit inverser au tiens...
@LETARTARE
En effet aucun deplacement en X.
disons que dans la réalité les mouvements du 4ème axes font bouger la pièce.
Pour des raisons de visualisation dans le soft, la pièce est toujours fixe, on dessine les mouvements de l'outil par rapport a la pièce fixe quand on actionne le 4ème axe.
C'est un changement de repére, les trajectoires dans le repère terrestre, de l'outil ou de la pièce sont toutes différentes. XYZ pilote l'outil par rapport au repére terrestre, mais l'absence de commande X dans le gcode ne veux pas forcément dire que l'outil est fixe dans le X d'un autre repère !

 :
: