A
Vous utilisez un navigateur non à jour ou ancien. Il ne peut pas afficher ce site ou d'autres sites correctement.
Vous devez le mettre à jour ou utiliser un navigateur alternatif.
Vous devez le mettre à jour ou utiliser un navigateur alternatif.




P
Papygraines
Compagnon
Bah ! Alors là ! Si quelqu'un te fais remarquer quoi que ce soit, il devra recopier tout ton reportage à la main !! Non mais !
Merci à toi !
Je vais regarder en détail !
Le Guy
Merci à toi !
Je vais regarder en détail !
Le Guy
P
paysan
Compagnon
Bonsoir,
Super réalisation et très beau reportage. Pour répondre à ta question je me demandais pourquoi tu as mis une vis pour le travail; je viens d'acheter une vieille affuteuse (une petite machine de 535Kg) et le chariot est libre pour le travail. Cela me semble assez pratique pour le peu que j'ai affuté. Je pense m'inspirer de ta machine pour faire une adaptation pour les forêts. Encore bravo.
Rémi
Super réalisation et très beau reportage. Pour répondre à ta question je me demandais pourquoi tu as mis une vis pour le travail; je viens d'acheter une vieille affuteuse (une petite machine de 535Kg) et le chariot est libre pour le travail. Cela me semble assez pratique pour le peu que j'ai affuté. Je pense m'inspirer de ta machine pour faire une adaptation pour les forêts. Encore bravo.
Rémi
M
mvt
Compagnon
Bonsoir Andoche,
Merci pour ce reportage et encore bravo pour ce superbe travail.
Merci pour ce reportage et encore bravo pour ce superbe travail.
A
Andoche
Compagnon
Bonsoir
Merci Papigraines c'est très sympa.
Je pense que comme ça j'ai pu mieux décrire qu'avec une vidéo.
Bonsoir Paysan, je viens de ressortir mon plan d'ensemble, j'ai fait une vue en coupe au niveau de la vis du chariot travail.
Je pense pouvoir enlever la vis sans démonter tous le bazar.
En faisant coulisser largement le chariot à la main je pourrai vérifier le travail plus souvent avec plus de facilité de vison.
Merci pour le conseil, maintenant je ne me pose plus de question demain je fonce.
Bonsoir mvt cela me fait très plaisir de pouvoir te dire bonjour.
C'est souvent que je pense au dépannage de "profilé construction soudé".
Je me demande encore comment tu as fais pour me dépanner.
Tu es toujours aussi sympa.
Sur la dernière photo la flèche rouge de gauche "un peu trop tourné" aurait dû descendre jusqu'à la ligne du dessous.
Bonne soirée à vous tous
Merci Papigraines c'est très sympa.
Je pense que comme ça j'ai pu mieux décrire qu'avec une vidéo.
Bonsoir Paysan, je viens de ressortir mon plan d'ensemble, j'ai fait une vue en coupe au niveau de la vis du chariot travail.
Je pense pouvoir enlever la vis sans démonter tous le bazar.
En faisant coulisser largement le chariot à la main je pourrai vérifier le travail plus souvent avec plus de facilité de vison.
Merci pour le conseil, maintenant je ne me pose plus de question demain je fonce.
Bonsoir mvt cela me fait très plaisir de pouvoir te dire bonjour.
C'est souvent que je pense au dépannage de "profilé construction soudé".
Je me demande encore comment tu as fais pour me dépanner.
Tu es toujours aussi sympa.
Sur la dernière photo la flèche rouge de gauche "un peu trop tourné" aurait dû descendre jusqu'à la ligne du dessous.
Bonne soirée à vous tous
A
Andoche
Compagnon
Bonsoir
Je devais être fatigué, j'ai lu les derniers messages sans remonter au dessus de mon dernier message.
Merci Serge60 et v18 ça me fait très plaisir quand je vois des compliments comme ça.
Bonne soirée à vous tous.
Je devais être fatigué, j'ai lu les derniers messages sans remonter au dessus de mon dernier message.
Merci Serge60 et v18 ça me fait très plaisir quand je vois des compliments comme ça.
Bonne soirée à vous tous.
A
Andoche
Compagnon
Bonjour.Pour répondre à ta question je me demandais pourquoi tu as mis une vis pour le travail
Depuis quelques temps je me posais la question, grâce à ton conseil je me suis lancé cet après midi.
Le résultat est super, déjà je ne tourne pas la manivelle 2 heures pour me déplacer.
C'était trop long pour amener le chariot complètement à gauche.
Résultat je me déplaçais un minimum, le miroir touchait le carter de meule, je n'arrivais pas à placer le miroir bien en face des arêtes de coupe.
Pour voir avec la loupe j'avais la tête près du touret, mes lunettes accrochaient partout bref la galère.
Et maintenant c'est Byzance.

J'ai affuté un foret pour voir, cela a été très rapide.
De plus mes affutages sont beaucoup plus propres, les accostages des arrêtes sont plus précis.
Merci encore et bonne soirée.
Je viens de m'apercevoir que j'ai écrit "le temps d'affutage et multiplié par deux" alors qu'il est divisé par 2.

Dernière édition:
M
mvt
Compagnon
Bonsoir Andoche,
Par rapport aux trucs à 15€ avec un déplacement "en rond", ici, avec ton (super) montage, le déplacement est parallèle à la meule, si j'ai bien compris. Je me pose cette question en me demandant s'il ne serait pas possible de faire une adaptation sur la partie affûtage des outils de tous de mon affûteuse Mape (quand j'aurai le temps, comme tout le monde !)
Il reste à faire un "porte foret", j'aime bien le système genre Tormac, pour le reste, normalement, la table et le support d'outil sont ajustables dans tous les sens. Il manque peut-être un peu d'inclinaison.
Merci
Excellente soirée.
Par rapport aux trucs à 15€ avec un déplacement "en rond", ici, avec ton (super) montage, le déplacement est parallèle à la meule, si j'ai bien compris. Je me pose cette question en me demandant s'il ne serait pas possible de faire une adaptation sur la partie affûtage des outils de tous de mon affûteuse Mape (quand j'aurai le temps, comme tout le monde !)
Il reste à faire un "porte foret", j'aime bien le système genre Tormac, pour le reste, normalement, la table et le support d'outil sont ajustables dans tous les sens. Il manque peut-être un peu d'inclinaison.
Merci
Excellente soirée.
A
Andoche
Compagnon
Bonjour mvt.
C'est exact je me déplace // à la meule, la machine a été plus facile à étudier.
je suis parti d'une page blanche.
il est évident que maintenant il a des choses que je ferais différemment.
Il faudra que je cherche l'affuteuse Mape et le système Tormac pour voir à quoi ça ressemble.
Je pourrai peut-être te donner un avis????
Je te souhaite une excellente soirée.
C'est exact je me déplace // à la meule, la machine a été plus facile à étudier.
je suis parti d'une page blanche.
il est évident que maintenant il a des choses que je ferais différemment.
Il faudra que je cherche l'affuteuse Mape et le système Tormac pour voir à quoi ça ressemble.
Je pourrai peut-être te donner un avis????
Je te souhaite une excellente soirée.
A
Andoche
Compagnon
Bonsoir mvt.
j'ai trouvé une affûteuse Mape, je joins le lien pour savoir si c'est bien celle-ci.

 www.rcm-machines.com
Pour le porte foret c'est Tormac ou Tormek?
www.rcm-machines.com
Pour le porte foret c'est Tormac ou Tormek?
Bonne soirée.
j'ai trouvé une affûteuse Mape, je joins le lien pour savoir si c'est bien celle-ci.
Mape Maso 300 affûteuse d'outils de tour
GBSC106 Mape Maso 300 affûteuse d'outils de tour Mape Maso 300 affûteuse d'outils de tour
Bonne soirée.
M
mvt
Compagnon
Bonsoir Andoche,
Pour la Mape, c'est celle là
Effectivement, c'est Tormek. Jemagourré
C'est l'espèce de crocodile à tenir les forets :
 www.tormek.com
Mais 22, c'est trop petit pour moi. Il me faudrait aller jusqu'à 30. Bon, c'est certain qu'il ne sert pas tous les jours, ni tous les ans par ailleurs !
www.tormek.com
Mais 22, c'est trop petit pour moi. Il me faudrait aller jusqu'à 30. Bon, c'est certain qu'il ne sert pas tous les jours, ni tous les ans par ailleurs !
Il me semble qu'il y en a une ou deux réalisations ici.
A bientôt
Pour la Mape, c'est celle là
Effectivement, c'est Tormek. Jemagourré
C'est l'espèce de crocodile à tenir les forets :
DBS-22 Dispositif d’affûtage de forets - Tormek
Il me semble qu'il y en a une ou deux réalisations ici.
A bientôt
A
Andoche
Compagnon
Bonjour mvt
Très belle affuteuse, j'en bave devant.
Si j'avais cette machine à priori ma 1er idée, qui évoluerait certainement en étant en présence ce super appareil.
Ce n'est bien sûr qu'un principe.
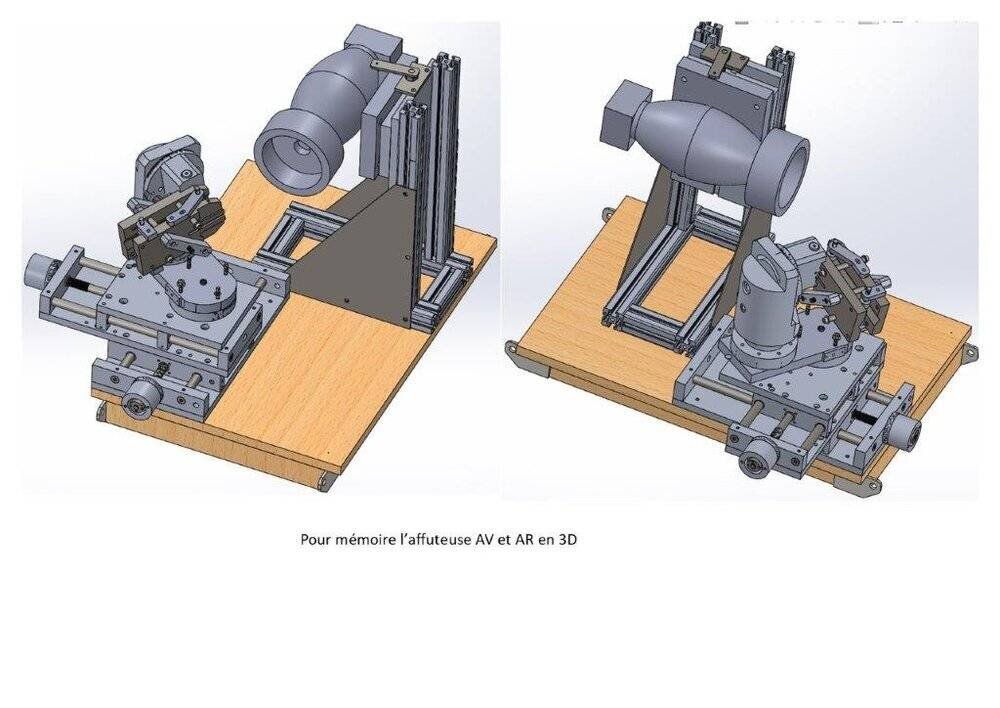
J'ai mis 2 solutions, voir les photos.
Je pense que ce type de centreur de foret sera peut être plus facile à usiner que celui de Tormek ( le mien est parti en Allemagne chez mon beau frère).
Moi si j'avais à le faire ce serait en 4 parties, le V, les parois latérales et le dessus.
Je joins les photos tu pourras voir si c'est possible de les exploiter.
En inclinant ton plateau tu auras l'angle de coupe (exp: 7°) ou l'angle de détalonnage exp: 28°).
La clavette ou la rainure sont orientées ici pour un angle de 118°.
Ce qui oblige à avoir 2 centreurs de foret pour un autre angle de 90° par exemple.
J'ai vu que tu avais un déplacement du plateau pour la prise de passe avec une vis.
La rainure horizontale du plateau servira de guide coulissement pour le meulage des lèvres.
Tu peux soit affuter une lèvre en 1 fois soit après chaque passe changer de lèvre par retournement.
Idem pour le détalonnage.
Il est aussi possible avec une pièce intermédiaire de faire varier l'angle au sommet de 150° à 90° par exemple.
Bonne journée.

Très belle affuteuse, j'en bave devant.
Si j'avais cette machine à priori ma 1er idée, qui évoluerait certainement en étant en présence ce super appareil.
Ce n'est bien sûr qu'un principe.
J'ai mis 2 solutions, voir les photos.
Je pense que ce type de centreur de foret sera peut être plus facile à usiner que celui de Tormek ( le mien est parti en Allemagne chez mon beau frère).
Moi si j'avais à le faire ce serait en 4 parties, le V, les parois latérales et le dessus.
Je joins les photos tu pourras voir si c'est possible de les exploiter.
En inclinant ton plateau tu auras l'angle de coupe (exp: 7°) ou l'angle de détalonnage exp: 28°).
La clavette ou la rainure sont orientées ici pour un angle de 118°.
Ce qui oblige à avoir 2 centreurs de foret pour un autre angle de 90° par exemple.
J'ai vu que tu avais un déplacement du plateau pour la prise de passe avec une vis.
La rainure horizontale du plateau servira de guide coulissement pour le meulage des lèvres.
Tu peux soit affuter une lèvre en 1 fois soit après chaque passe changer de lèvre par retournement.
Idem pour le détalonnage.
Il est aussi possible avec une pièce intermédiaire de faire varier l'angle au sommet de 150° à 90° par exemple.
Bonne journée.
Dernière édition:
M
mvt
Compagnon
Bonjour Andoche,
Merci. Ces schémas donnent de très bonnes idées, je t'en remercie beaucoup.
Je mets tout cela de côté au chaud.
Il existe normalement des accessoires, mais ils sont principalement destinés aux tours.
La plateforme de gauche, sur la photo, présente un avantage non négligeable, elle est réglable en hauteur. Les deux ont un déplacement latéral, mais plus restreint à droite.
Si je me souviens bien, à gauche, l'angle maxi est de 25° par rapport à l'horizontale.
A bientôt
Merci. Ces schémas donnent de très bonnes idées, je t'en remercie beaucoup.
Je mets tout cela de côté au chaud.
Il existe normalement des accessoires, mais ils sont principalement destinés aux tours.
La plateforme de gauche, sur la photo, présente un avantage non négligeable, elle est réglable en hauteur. Les deux ont un déplacement latéral, mais plus restreint à droite.
Si je me souviens bien, à gauche, l'angle maxi est de 25° par rapport à l'horizontale.
A bientôt
A
Andoche
Compagnon
Bonsoir
Petites causes grands effets.
Le fait d'enlever la vis de meulage (déplacement devant la meule en poussant le chariot à la main) et de faire un petit trait pour indiquer la limite du détalonnage =
Temps d'affutage divisé par 3 ou 4.
Précision pour les alignements d'arêtes SUPER.
Confort d'utilisation multiplié par 10 ( j'exagère un peu mais je suis pas loin de la porte du midi ).
C'est curieux mais le fait de dégager le chariot complètement à gauche, ce qui me permet de voir avec précision les effets de chaque passe, me donne l'impression de contrôler au centième mon travail.
De plus j'ai l'impression de mieux sentir mes meulages.
Merci paysan pour m'avoir incité à faire cette modification.
On peut se demander pourquoi je ne suis pas parti d'entrée avec cette solution?
Je pense, quand on part d'une page blanche et de plus que le prototype est unique et définitif et à moins d'être un bon, on risque de faire comme moi quelques erreurs.
Bonne soirée.
Petites causes grands effets.
Le fait d'enlever la vis de meulage (déplacement devant la meule en poussant le chariot à la main) et de faire un petit trait pour indiquer la limite du détalonnage =
Temps d'affutage divisé par 3 ou 4.
Précision pour les alignements d'arêtes SUPER.
Confort d'utilisation multiplié par 10 ( j'exagère un peu mais je suis pas loin de la porte du midi
).C'est curieux mais le fait de dégager le chariot complètement à gauche, ce qui me permet de voir avec précision les effets de chaque passe, me donne l'impression de contrôler au centième mon travail.
De plus j'ai l'impression de mieux sentir mes meulages.
Merci paysan pour m'avoir incité à faire cette modification.
On peut se demander pourquoi je ne suis pas parti d'entrée avec cette solution?
Je pense, quand on part d'une page blanche et de plus que le prototype est unique et définitif et à moins d'être un bon, on risque de faire comme moi quelques erreurs
.Bonne soirée.
M
mvt
Compagnon
Bonsoir,
Vu que l'on est tous des prototypes uniques et définitifs (ou presque, on trouve parfois des pièce détachées d'occasion )... je suppose que le droit à l'erreur, tout dépend de sa taille, est universel... et que tout le monde en fait
Vu que l'on est tous des prototypes uniques et définitifs (ou presque, on trouve parfois des pièce détachées d'occasion
)... je suppose que le droit à l'erreur, tout dépend de sa taille, est universel... et que tout le monde en fait
P
paysan
Compagnon
Pour Andoche, quand on conçoit qqc on fait toujours trop compliqué, même les constructeurs simplifiaient leurs modèles. Je suis content que ton affuteuse te donne satisfaction.
Rémi
Rémi
A
Andoche
Compagnon
Bonsoir.
J'étais dessinateur donc j'ai 'appris à usiner tout seul dans mon coin.
Quand j'ai installé mon tour, j'ai amené le trainard au milieu du banc, j'ai mis la plus petite vitesse et j'ai embrayé un des leviers du trainards.
Avec le pied sur le frein au cas où, une fois que j'ai repéré ce qui ce passait j'ai répété la même opération pour les autres leviers.
Tout ça pour donner une idée de là ou je suis parti.
Donc forcément je ne suis pas un as de l'usinage
Pour les usinages simples ça va encore , mais sur les longues pièces avec usinages Internes et externes, là c'est compliqué pour moi.
Bref les pièces sans reprise ça va encore mais les autres.
Je pense prendre la pièce en mandrin et entre pointe (avec une pointe tournante dans la contre pointe).
Usiner tout l'extérieur et le filetage, je couperai la partie du tube qui est dans le mandrin (inutile) à la fin.
C'est là tout le problème, je pense glisser la lunette fixe dessous vers le cône.
Approcher les touches avec les roulements au bout.
Retirer la contre pointe et usiner le cône de 16° (pour la pince ER).
Je ne sais pas si après, ça va tourner rond (si le cône sera centré par rapport à l'extérieur du tube Ø 40/49???.
Je sais qu'il y a plein de supers usineurs sur ce forum.
Si quelqu'un pouvait m'aiguiller avec un mode opératoire le plus simple possible.
Je précise que le but de l'opération c'est de serrer le tube dans les mâchoires de mon affûteuse et de serrer les forets jusqu'au Ø 34mm pour l'affutage.
Si je réussi cette opération je n'aurai plus que 17 forets ( de 35mm à 47mm que j'ai dans ma caisse) à serrer directement dans les vés des mâchoires sur les 150 ou plus forets qui sont dans ma caisse.
Je vous remerciant par avance.
Bonne soirée à vous tous.
J'étais dessinateur donc j'ai 'appris à usiner tout seul dans mon coin.
Quand j'ai installé mon tour, j'ai amené le trainard au milieu du banc, j'ai mis la plus petite vitesse et j'ai embrayé un des leviers du trainards.
Avec le pied sur le frein au cas où, une fois que j'ai repéré ce qui ce passait j'ai répété la même opération pour les autres leviers.
Tout ça pour donner une idée de là ou je suis parti.
Donc forcément je ne suis pas un as de l'usinage
Pour les usinages simples ça va encore , mais sur les longues pièces avec usinages Internes et externes, là c'est compliqué pour moi.
Bref les pièces sans reprise ça va encore mais les autres
.Je pense prendre la pièce en mandrin et entre pointe (avec une pointe tournante dans la contre pointe).
Usiner tout l'extérieur et le filetage, je couperai la partie du tube qui est dans le mandrin (inutile) à la fin.
C'est là tout le problème, je pense glisser la lunette fixe dessous vers le cône.
Approcher les touches avec les roulements au bout.
Retirer la contre pointe et usiner le cône de 16° (pour la pince ER).
Je ne sais pas si après, ça va tourner rond (si le cône sera centré par rapport à l'extérieur du tube Ø 40/49???.
Je sais qu'il y a plein de supers usineurs sur ce forum.
Si quelqu'un pouvait m'aiguiller avec un mode opératoire le plus simple possible.
Je précise que le but de l'opération c'est de serrer le tube dans les mâchoires de mon affûteuse et de serrer les forets jusqu'au Ø 34mm pour l'affutage.
Si je réussi cette opération je n'aurai plus que 17 forets ( de 35mm à 47mm que j'ai dans ma caisse) à serrer directement dans les vés des mâchoires sur les 150 ou plus forets qui sont dans ma caisse.
Je vous remerciant par avance.
Bonne soirée à vous tous
.
A
Andoche
Compagnon
Bonjour.
J'ai résolu mon problème avec cette solution, qui n'est pas parfaite mais ça sera bon pour affuter mes forets.
Le cône récepteur de la pince ER50 a été réalisé avec mon appareil à tourner conique.
 www.usinages.com
Quelqu'un vient de me faire remarquer à l'instant qu'il ni a pas de carter sur la chaine!
www.usinages.com
Quelqu'un vient de me faire remarquer à l'instant qu'il ni a pas de carter sur la chaine!
Et bien,....... heu,......... à oui,........ c'est pour la photo que j'ai enlevé le carter, pour bien faire voir le mécanisme.
La petite voix "Quel faux cul ce type, plus menteur que lui tu meurs".
Bonne journée.
J'ai résolu mon problème avec cette solution, qui n'est pas parfaite mais ça sera bon pour affuter mes forets.
Le cône récepteur de la pince ER50 a été réalisé avec mon appareil à tourner conique.
Tournage conique motorisé sur Ramo T37
Bonjour à vous tous Comme je ne suis pas mécanicien, mais simple dessinateur. Je n’ai jamais réussi à faire un joli cône sans mes rayures d’irrégularités dû au fait que je ne tourne pas la manivelle régulièrement. J’avais récupéré un appareil à tournage conique, pour mettre derrière mon tour...
www.usinages.com
Et bien,....... heu,......... à oui,........ c'est pour la photo que j'ai enlevé le carter, pour bien faire voir le mécanisme.
La petite voix "Quel faux cul ce type, plus menteur que lui tu meurs".
Bonne journée.
A
Andoche
Compagnon
Bonjour.
Les insomnies ont quelques fois du bon.
Je n'arrivais pas à dormir, alors mon esprit à vagabondé sur mon affuteuse.
J'ai commencé à cogiter un truc.
Le matin je suis allé vérifier, sur l'affuteuse les réflexions, de la nuit.
Après quelques dessins pour valider ce que j'avais déjà commencé à modifier en atelier, je suis reparti en atelier.
Et de fil en aiguille, voilà ce que cela a donné.
Bonne soirée.
Les insomnies ont quelques fois du bon.
Je n'arrivais pas à dormir, alors mon esprit à vagabondé sur mon affuteuse.
J'ai commencé à cogiter un truc.
Le matin je suis allé vérifier, sur l'affuteuse les réflexions, de la nuit.
Après quelques dessins pour valider ce que j'avais déjà commencé à modifier en atelier, je suis reparti en atelier.
Et de fil en aiguille, voilà ce que cela a donné.
Bonne soirée.
A
Andoche
Compagnon
Bonsoir.
Le coup de faire pivoter c'est nul, ça n'amène rien, je me suis planté.
Je me doutais un peu , dans mes études j'avais fait des simulations.
Il fallait tourner un peu excentrer???? bref j'avais abandonné.
Aussi aujourd'hui, j'ai fait un essai avec le pivotement et en gardant l'angle de détalonnage de 28°.
Le détalonnage remontait quand même.
En réalité, c'est le fait de partir d'un angle de détalonnage (50° à 28°) plus important dans mon pivotement, qui permettait de dégager l'arrière du détalonnage.
J'ai obtenu le même résultat en m'étant un angle de détalonnage un peu plus fort (40°) et en faisant orientant le foret pour bien présenter l'angle qui remonte à la meule.
j'ai détalonné la partie remontante comme d'habitude sans faire pivoter autour de l'axe.
Et le résultat était pareil qu'avec le pivotement.
Bref un coup pour rien.
Je me suis compliqué la vie, alors que la solution était beaucoup plus simple.
Bref il faut oublier la partie pivotement du post #79.
Bonne soirée, je vais aller me coucher, je suis nul.
Le coup de faire pivoter c'est nul, ça n'amène rien, je me suis planté.
Je me doutais un peu , dans mes études j'avais fait des simulations.
Il fallait tourner un peu excentrer???? bref j'avais abandonné.
Aussi aujourd'hui, j'ai fait un essai avec le pivotement et en gardant l'angle de détalonnage de 28°.
Le détalonnage remontait quand même.
En réalité, c'est le fait de partir d'un angle de détalonnage (50° à 28°) plus important dans mon pivotement, qui permettait de dégager l'arrière du détalonnage.
J'ai obtenu le même résultat en m'étant un angle de détalonnage un peu plus fort (40°) et en faisant orientant le foret pour bien présenter l'angle qui remonte à la meule.
j'ai détalonné la partie remontante comme d'habitude sans faire pivoter autour de l'axe.
Et le résultat était pareil qu'avec le pivotement.
Bref un coup pour rien.
Je me suis compliqué la vie, alors que la solution était beaucoup plus simple.
Bref il faut oublier la partie pivotement du post #79.
Bonne soirée, je vais aller me coucher, je suis nul.
H
HenriIV
Compagnon
Salut,
Que le détalonnage remonte un peu ce n'est pas grave. Si tu tailles avec des facettes planes et pas trop inclinées pour préserver la solidité du forêt, de toute façon cela remontera en moins d'un quart de tour. Le détalonnage sert à évacuer le copeau. Du moment qu'il ne remonte pas trop haut (= moins haut que l'arête de coupe + l'épaisseur du copeau) tu ne crains rien.
Ton idée de faire pivoter le forêt revient à faire une dépouille cônique et c'est une technique qui fonctionne bien pour obtenir un angle de détalonnage constant sur un secteur angulaire prolongé. En revanche il faut que la protrusion du forêt par rapport à l'axe de pivotement soit correcte sinon effectivement le pivotement n'a pas d'utilité.
Egalement le déport entre l'axe du forêt et celui du cône ne peut être choisi au pif.
En somme ton idée est bonne mais il faut faire un peu de réglages pour que cela fonctionne.
Bon courage
H4
Que le détalonnage remonte un peu ce n'est pas grave. Si tu tailles avec des facettes planes et pas trop inclinées pour préserver la solidité du forêt, de toute façon cela remontera en moins d'un quart de tour. Le détalonnage sert à évacuer le copeau. Du moment qu'il ne remonte pas trop haut (= moins haut que l'arête de coupe + l'épaisseur du copeau) tu ne crains rien.
Ton idée de faire pivoter le forêt revient à faire une dépouille cônique et c'est une technique qui fonctionne bien pour obtenir un angle de détalonnage constant sur un secteur angulaire prolongé. En revanche il faut que la protrusion du forêt par rapport à l'axe de pivotement soit correcte sinon effectivement le pivotement n'a pas d'utilité.
Egalement le déport entre l'axe du forêt et celui du cône ne peut être choisi au pif.
En somme ton idée est bonne mais il faut faire un peu de réglages pour que cela fonctionne.
Bon courage
H4
A
Andoche
Compagnon
Merci HenrilV, de me guider et me conforter dans la justesse d'une partie de mes démarches.Egalement le déport entre l'axe du forêt et celui du cône ne peut être choisi au pif
Je précise que mes forets affutés avec un angle de coupe (entre 7 et 14° suivant le Ø du foret) et un angle de dépouille à 28° fonctionnent très bien.
je donne le petit coup de meule sur l'arrière du détalonnage pour m'approcher le plus possible du parfait.
Pour ce dernier petit coup de meule, il faut que je peaufine encore un peu pour trouver l'angle de rotation idéal du foret sur son axe longitudinal de manière à présenter l'arrêt qui remonte avec le positionnement parfait par rapport à la meule.
Par contre je ne suis pas certain d'avoir bien compris le sens de la phrase citée.
Si tu pouvais m'expliquer un peu plus, je pourrais profiter au maximum de tes conseils.
Merci et bonne journée.
H
HenriIV
Compagnon
Bonjour,
Eh bien dans le cas d'un affûtage entièrement cônique, c'est-à-dire sans tes facettes plates derrière l'arête de coupe, et en l'absence de butée angulaire, ce déport conditionne directement l'angle de dépouille de la lèvre. En fonction des caractéristiques souhaitées pour l'affûtage il faut donc choisir judicieusement les paramètres qui conditionnent la cinématique. Les calculs de géométrie dans l'espace sont souvent un peu compliqués, toutefois si tu es à l'aise avec un logiciel de CAO tu peux assez facilement dessiner le résultat que tu obtiendras avec tel ou tel réglage et de la sorte affiner tes réglages empiriquements.
N'hésite pas si tu souhaites des précisions,
@+H4
Eh bien dans le cas d'un affûtage entièrement cônique, c'est-à-dire sans tes facettes plates derrière l'arête de coupe, et en l'absence de butée angulaire, ce déport conditionne directement l'angle de dépouille de la lèvre. En fonction des caractéristiques souhaitées pour l'affûtage il faut donc choisir judicieusement les paramètres qui conditionnent la cinématique. Les calculs de géométrie dans l'espace sont souvent un peu compliqués, toutefois si tu es à l'aise avec un logiciel de CAO tu peux assez facilement dessiner le résultat que tu obtiendras avec tel ou tel réglage et de la sorte affiner tes réglages empiriquements.
N'hésite pas si tu souhaites des précisions,
@+H4
A
Andoche
Compagnon
Merci HenrilV.
Sauf erreur de ma part, ce serait trop compliqué pour mon montage.
Suivant le diamètre du foret, l'arête de coupe est plus ou moins loin de l'axe de rotation (angle de coupe et dépouille) et du centre de pivotement pour l'angle de pointe (ex:118/2=59°)
Avec un foret de petit Ø, s'il sort un peu trop, il fléchit, et revint brutalement à sa position et abime la meule (cela m'a déjà fait des éclats sur la meule au début à la mise en route de l' appareil).
Avec les gros forets et les pinces ER au contraire l'arête de coupe est très loin de l'axe de rotation, en particulier à cause de l'écrou de la pince qui ne doit pas toucher la meule avant la lèvre du foret.
Et aussi le Ø du foret, qui déplace l'axe longitudinale du foret par rapport au centre de pivotement (ex:118/2=59°). En plus il y a tout le déport du système pince écrou suivant les séries pinces ER, en épaisseur de dépassement.
Je crois que je vais rester sur la dépouille en 2 facettes ce sera plus simple.
Merci encore, c'est très sympa de m'avoir donné tous ces renseignements.
Maintenant, je sais avec certitude que la dépouille supplémentaire en 2 facettes, à l'arrière de la lèvre, n'aura aucune influence néfaste pour le perçage.
Quand je relis ce que tu écris, je pense que tu dois être super pointu dans ce domaine.
Surement bien au dessus de mes capacités.
Moi, même avec la CAO je n'ais pas réussi à intégrer tous ces paramètres pour voir ce que cela donnait sur l'extrémité du foret.
Bonne soirée et merci encore.
Sauf erreur de ma part, ce serait trop compliqué pour mon montage.
Suivant le diamètre du foret, l'arête de coupe est plus ou moins loin de l'axe de rotation (angle de coupe et dépouille) et du centre de pivotement pour l'angle de pointe (ex:118/2=59°)
Avec un foret de petit Ø, s'il sort un peu trop, il fléchit, et revint brutalement à sa position et abime la meule (cela m'a déjà fait des éclats sur la meule au début à la mise en route de l' appareil).
Avec les gros forets et les pinces ER au contraire l'arête de coupe est très loin de l'axe de rotation, en particulier à cause de l'écrou de la pince qui ne doit pas toucher la meule avant la lèvre du foret.
Et aussi le Ø du foret, qui déplace l'axe longitudinale du foret par rapport au centre de pivotement (ex:118/2=59°). En plus il y a tout le déport du système pince écrou suivant les séries pinces ER, en épaisseur de dépassement.
Je crois que je vais rester sur la dépouille en 2 facettes ce sera plus simple.
Merci encore, c'est très sympa de m'avoir donné tous ces renseignements.
Maintenant, je sais avec certitude que la dépouille supplémentaire en 2 facettes, à l'arrière de la lèvre, n'aura aucune influence néfaste pour le perçage.
Quand je relis ce que tu écris, je pense que tu dois être super pointu dans ce domaine.
Surement bien au dessus de mes capacités.
Moi, même avec la CAO je n'ais pas réussi à intégrer tous ces paramètres pour voir ce que cela donnait sur l'extrémité du foret.
Bonne soirée et merci encore.
A
Andoche
Compagnon
Bonsoir.
J'ai oublié un paramètre important.
Le pas de l'hélice du foret change aussi en fonction du diamètre.
Donc ce serait trop galère pour moi de tenir compte de tous ces paramètres.
je crois que la dépouille en 2 facettes c'est pas mal.
Bonne soirée
J'ai oublié un paramètre important.
Le pas de l'hélice du foret change aussi en fonction du diamètre.
Donc ce serait trop galère pour moi de tenir compte de tous ces paramètres.
je crois que la dépouille en 2 facettes c'est pas mal.
Bonne soirée
P
paysan
Compagnon
N'oublie pas : le mieux est l'ennemi du bien!
Rémi
Rémi
H
HenriIV
Compagnon
Bonjour,Quand je relis ce que tu écris, je pense que tu dois être super pointu dans ce domaine.
Surement bien au dessus de mes capacités.
C'est bien ce qui te trompe! Je n'ai aucune faculté particulière, tout au plus un caractère un peu obstiné. Tu peux sans aucun doute y arriver, et même faire mieux.
L'affûtage à facettes fonctionne très bien, je l'emploie beaucoup pour les petits forêts.
De toute façon c'est le résultat qui compte : si tes deux lèvres ont la mème longueur (à contrôler précisément sous une grosse loupe) ton forêt percera droit. Pour le reste regarde que tes copeaux sortent beaux et profite de ta perceuse.
Un test qui ne trompe pas : c'est quand un voisin passe t'emprunter un forêt pour faire un bricolage, que tu lui passes le plus pourri que tu as dans la taille dont il a besoin, et qu'il revient la bave aux lèvres en te demandant où tu as acheté un forêt qui perce aussi bien, parce que comparé à ceux dont il a l'habitude c'est le jour et la nuit...
H4
A
Andoche
Compagnon
Bonsoir HenrilV.
Le 2 lèvres sont de la même, enfin avec mes moyens de vérifications.
Pour exemple, quand je veux un trous Ø6mm pour une goupille de centrage trempée.
Je perce à Ø 5,5 puis 5,8 et enfin à 6mm.
La goupille entre légèrement dur dans le trou.
Si les lèvres n'étaient pas égales, je pense que la goupille de centrage passerait en courant.
J'affûte les forets de mon beau frère, il est super contant.
Du coup vu le résultat, par rapport à leur ancien affûtage, son associé s'est acheté une petite affuteuse.
Comme dit plus haut, mon ancien garagiste, m'a fait affûter tous ses forets (plus de 100 maintenant) après la 1er série qu'il m'avait fait affûter.
Quand je perce au tour, avec des petits ou gros forets, les copeaux se déroulent pareils sur les 2 lèvres.
Merci encore pour tous tes conseils, c'est à partir de ceux qui ont de l'expérience que j'apprends.
Bonne soirée.
Le 2 lèvres sont de la même, enfin avec mes moyens de vérifications.
Pour exemple, quand je veux un trous Ø6mm pour une goupille de centrage trempée.
Je perce à Ø 5,5 puis 5,8 et enfin à 6mm.
La goupille entre légèrement dur dans le trou.
Si les lèvres n'étaient pas égales, je pense que la goupille de centrage passerait en courant.
J'affûte les forets de mon beau frère, il est super contant.
Du coup vu le résultat, par rapport à leur ancien affûtage, son associé s'est acheté une petite affuteuse.
Comme dit plus haut, mon ancien garagiste, m'a fait affûter tous ses forets (plus de 100 maintenant) après la 1er série qu'il m'avait fait affûter.
Quand je perce au tour, avec des petits ou gros forets, les copeaux se déroulent pareils sur les 2 lèvres.
Merci encore pour tous tes conseils, c'est à partir de ceux qui ont de l'expérience que j'apprends.
Bonne soirée.
A
Andoche
Compagnon
Je suis entièrement d'accord avec toi.N'oublie pas : le mieux est l'ennemi du bien!
Rémi
Plusieurs fois, je me suis dit, n'en fait pas plus, tu vas faire une bêtise, et patraque, la pièce était foutu.
Alors maintenant, je suis bien plus prudent.
Ce qui ne m'a pas empêché, en voulant supprimer la petite arrête qui rebique un peu, des nombreux forets que j'avais déjà affuté, d'attaquer mon affutage sur 2/3 forets.
Je précise, l'attaque de mon affûtage, c'est uniquement dans le lot de forets que j'ai voulu reprendre à la main.
Dans ce cas de figure (affuteuse foret), je vais un peu plus loin, juste pour donner des indications complémentaires sur ce type d'affutage.
Pour le cas ou une personne se lancerait dans une aventure semblable.
Mais pour moi, angle de coupe, plus un simple détalonnage, ça fonctionne super bien.
Ce qui est super, c'est que maintenant, j'ai au moins la moitié de mes forets qui sont bien affûtés.
Si j'avais fait ces affûtages à la main, tous mes affûtages seraient bancals.
Bonne soirée et merci pour ces commentaires si conviviales et sympathiques.
Dernière édition:
E
Etel
Apprenti
Salut Andoche,
J'envisage d'acheter un gabarit d'affûtage Tormek dbs22. Pourquoi ne t'as t il pas donné satisfaction? En demo ça à l'air bien mais je suis curieux de connaître ton ressenti
J'envisage d'acheter un gabarit d'affûtage Tormek dbs22. Pourquoi ne t'as t il pas donné satisfaction? En demo ça à l'air bien mais je suis curieux de connaître ton ressenti
Partager: