P
PUSSY
Lexique
Bonjour,
J'ai changé la "hot end" de mon imprimante mais l'ancien radiateur ne permettait pas sa fixation !
J'ai donc pris les cotes de l'ancien et celles de la "hot end" pour en fabriquer un nouveau.
Mais il me faut usiner 10 rainures de 1,5 mm de large et je n'ai ni les pastilles ni le porte plaquette adapté pour ce travail.
La conclusion qui s'impose est donc fabriquer l'outil, soit à partir d'un disque (outil molette), soit à partis d'un rond en ARS.
Je n'avais pas de molettes capable d'usiner une gorge de 6 mm de profondeur et le travail de rectification aurait été trop important !
Je suis donc parti d'un foret Ø 1,5 mm.
Je n'ai pas réussi à récupérer toutes les photos que j'avais prises durant la fabrication de cet outil et maintenant, c'est trop compliquer de les reprendre !
N'ayant pas de fraiseuse, il a fallut "ruser" et trouver la solution :
- Pour l'ébauche du corps, barreau de 16x16 coupé à 30°. Le petit bout à ensuite été soudé sous le grand morceau.
- Pour la rainure en vé, étau sur l'équerre de fraisage, mors fixe mis verticalement et outil serré avec interposition d'un rond pour avoir environ 6° (façon règle sinus) (désolé, je n'ai pas la photo). usinage avec un foret à pointer.


- pour la plaque d'appui (épaisseur 1 mm), il a fallu compenser le manque de dispositifs de réglage :
* dégauchissage de l'étau, mors fixe parallèle au plan ZX, fond de l'étau parallèle à X, usinage d'un plat sur un rond

puis rotation de ce rond de 135°.

* usinage du bout avec un fraise à chanfreiner (en s'approchant "au mieux" du trait),
collage de la plaque sur le rond (colle CA) pour qu'il ne puisse pas tourner puis usinage d'un vé avec une fraise 2T.
- affûtage de la face de coupe avec une lime aiguille diamant.
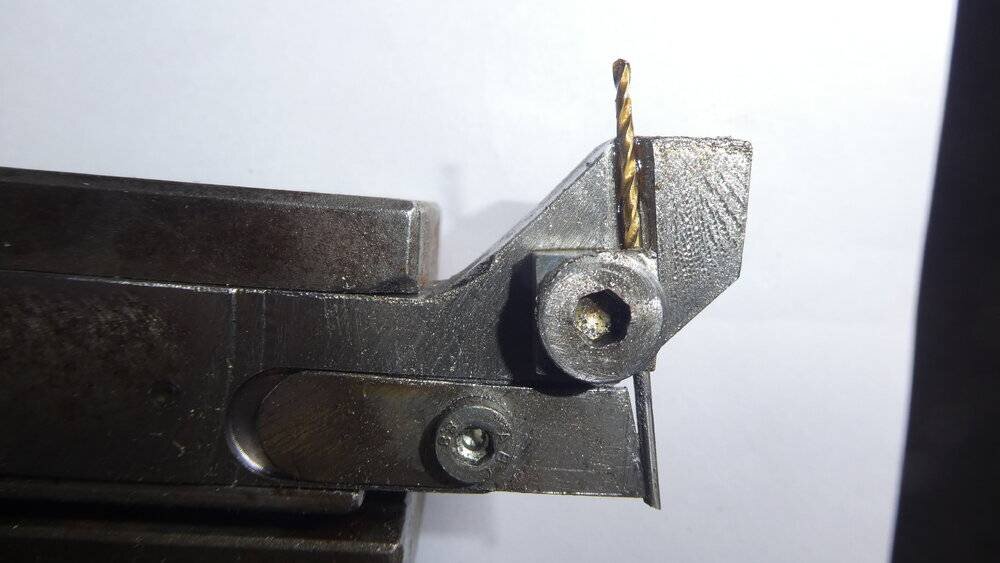
Au final, ça donne ça :
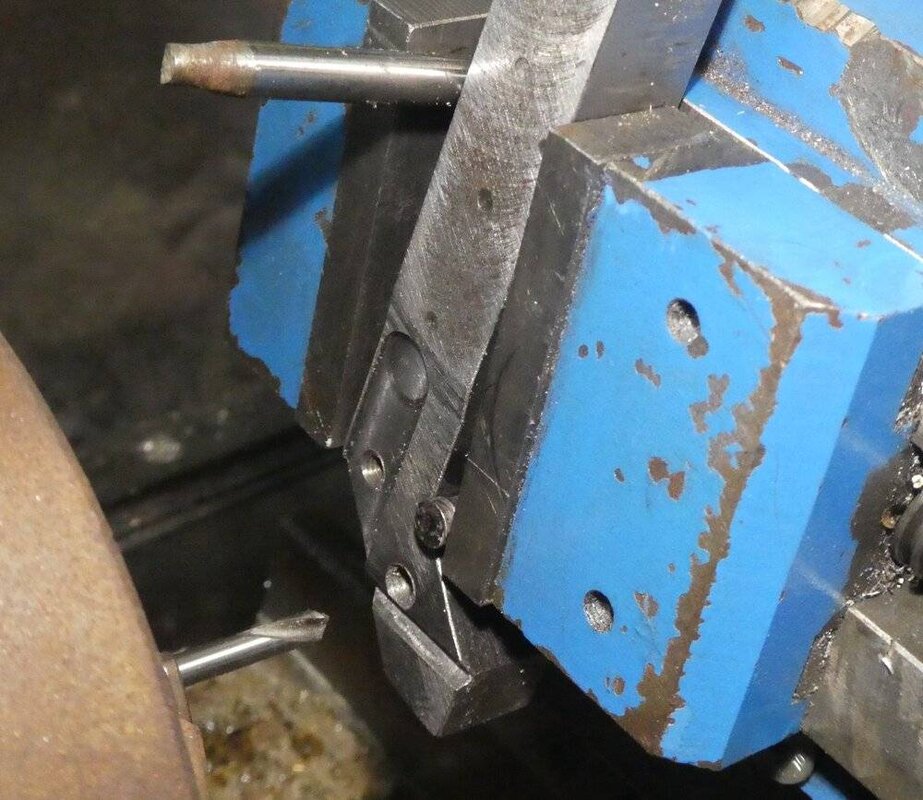
Et à l'utilisation, cela donne ça :
Et j'ai bien mes 6 mm de profondeur !
J'ai changé la "hot end" de mon imprimante mais l'ancien radiateur ne permettait pas sa fixation !
J'ai donc pris les cotes de l'ancien et celles de la "hot end" pour en fabriquer un nouveau.
Mais il me faut usiner 10 rainures de 1,5 mm de large et je n'ai ni les pastilles ni le porte plaquette adapté pour ce travail.
La conclusion qui s'impose est donc fabriquer l'outil, soit à partir d'un disque (outil molette), soit à partis d'un rond en ARS.
Je n'avais pas de molettes capable d'usiner une gorge de 6 mm de profondeur et le travail de rectification aurait été trop important !
Je suis donc parti d'un foret Ø 1,5 mm.
N'ayant pas de fraiseuse, il a fallut "ruser" et trouver la solution :
- Pour l'ébauche du corps, barreau de 16x16 coupé à 30°. Le petit bout à ensuite été soudé sous le grand morceau.
- Pour la rainure en vé, étau sur l'équerre de fraisage, mors fixe mis verticalement et outil serré avec interposition d'un rond pour avoir environ 6° (façon règle sinus) (désolé, je n'ai pas la photo). usinage avec un foret à pointer.
- pour la plaque d'appui (épaisseur 1 mm), il a fallu compenser le manque de dispositifs de réglage :
* dégauchissage de l'étau, mors fixe parallèle au plan ZX, fond de l'étau parallèle à X, usinage d'un plat sur un rond
puis rotation de ce rond de 135°.
* usinage du bout avec un fraise à chanfreiner (en s'approchant "au mieux" du trait),
collage de la plaque sur le rond (colle CA) pour qu'il ne puisse pas tourner puis usinage d'un vé avec une fraise 2T.
- affûtage de la face de coupe avec une lime aiguille diamant.
Au final, ça donne ça :
Et à l'utilisation, cela donne ça :
Et j'ai bien mes 6 mm de profondeur !
Fichiers joints

Dernière édition:





