L
Legnano
Apprenti
Bonjour
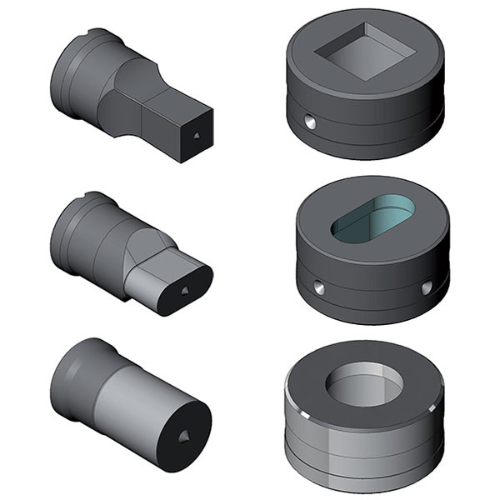
Sur un poinçon en cours de réalisation, j'ai prévu une attaque en biais pour limiter l'effort de coupe et l'usure de l'outil.
Cette amélioration m'impose une rectification avec un angle bien spécifique, pas évident à réaliser.
A la lecture de cette formule trouvé sur le net, je réinterroge sur l'intérêt de cette vague: il n'y a pas d'angle précisé, mais le facteur de diminution de l’effort n'est que de 0.8

Un bien faible gain par rapport à la complexité que ça engendre pour moi.
dans mon cas, sans vague, j'ai
100mm x 0.3mm x 210MPa x 0.9 / 1000 = 5.7kN
corrigé d'un facteur 0.8, ça fait encore 4.5kN
Mais si je ne considère que la section entrain d’être coupé à chaque instant , avec un angle de 3°, ça ne représente que 5mm² ((j'ai compté large), et j'envisageais donc un effort de
5mm² x 210MPa x 0.9 /1000 = 1kN
Avez vous un avis sur la question?
Au passage, j'ai considéré un Re de 210MPa pour du fer blanc, celui dont on fait les pot de peinture, mais je ne dais pas si c'est la bonne valeur. C'est équivalent à du C22?
Sur un poinçon en cours de réalisation, j'ai prévu une attaque en biais pour limiter l'effort de coupe et l'usure de l'outil.
Cette amélioration m'impose une rectification avec un angle bien spécifique, pas évident à réaliser.
A la lecture de cette formule trouvé sur le net, je réinterroge sur l'intérêt de cette vague: il n'y a pas d'angle précisé, mais le facteur de diminution de l’effort n'est que de 0.8
Un bien faible gain par rapport à la complexité que ça engendre pour moi.
dans mon cas, sans vague, j'ai
100mm x 0.3mm x 210MPa x 0.9 / 1000 = 5.7kN
corrigé d'un facteur 0.8, ça fait encore 4.5kN
Mais si je ne considère que la section entrain d’être coupé à chaque instant , avec un angle de 3°, ça ne représente que 5mm² ((j'ai compté large), et j'envisageais donc un effort de
5mm² x 210MPa x 0.9 /1000 = 1kN
Avez vous un avis sur la question?
Au passage, j'ai considéré un Re de 210MPa pour du fer blanc, celui dont on fait les pot de peinture, mais je ne dais pas si c'est la bonne valeur. C'est équivalent à du C22?