J
joumpy
Compagnon
Bonjour,
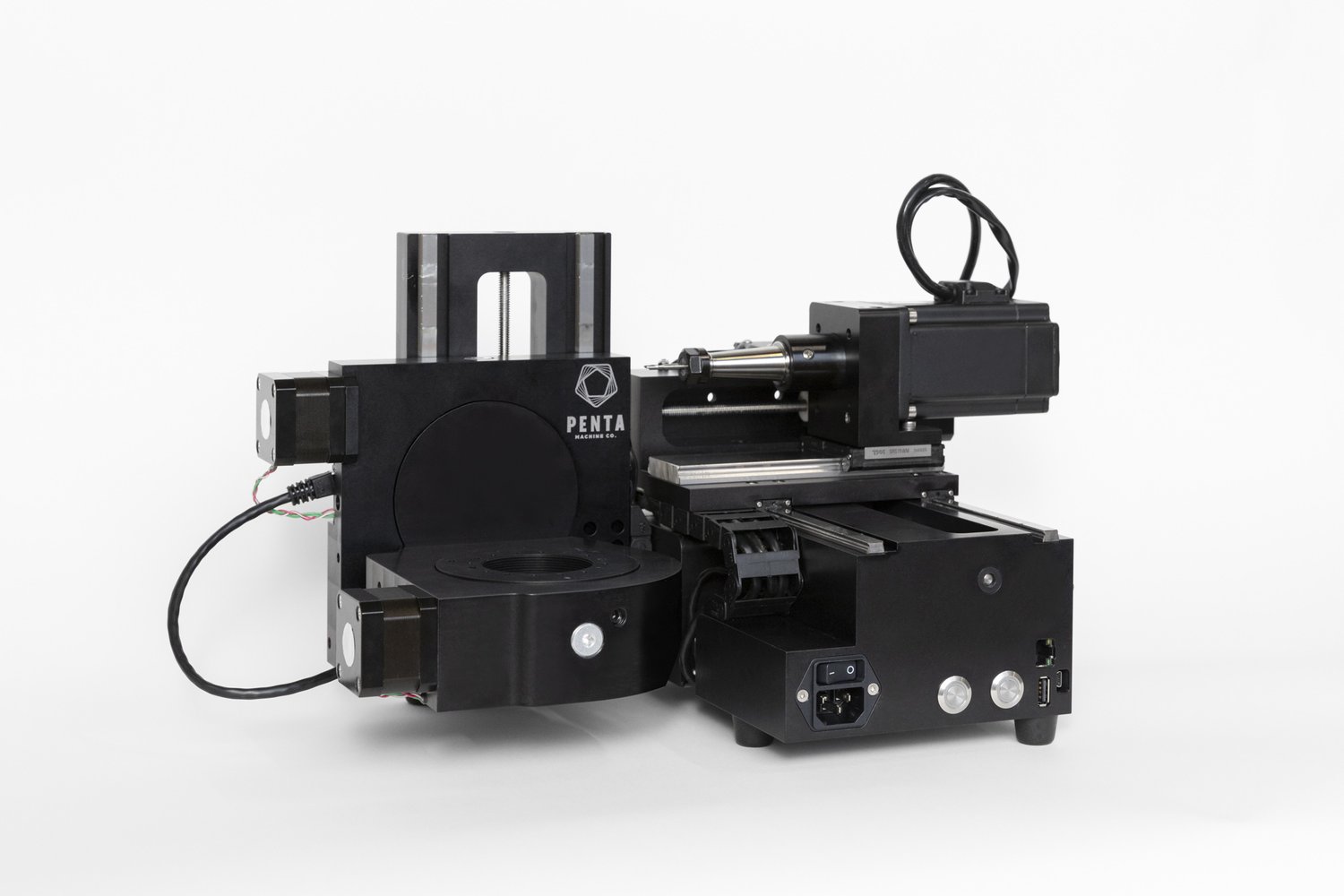
La société pour laquelle je travaille vient de faire l'acquisition d'une Pocket NC V2.
Le site est plutôt bien fait et leurs photos sont bien plus pro que les miennes.
MAIS, j'ai fait des pièces avec!

Globalement très satisfait.
1°) délais tenus. J'ai juste demandé à ce qu'ils ne m'envoient pas les colis pendant les fêtes de fin d'année. Réception les 07 + 08/01. Rien à redire.
2°) montage des plus simples. 4 vis d'immobilisation à défaire, 4 pieds à enlever et fixation de la machine par 4 vis dans son carter.Ensuite, on porte le tout (à deux quand même) sur un meuble pour bosser à bonne hauteur.
3°) prise en main immédiate. On branche le cordon USB, on rentre l'adresse IP dans le navigateur et ça communique.Les POM: simple formalité. Et puis... c'est quoi ces valeurs bizarres? Nom d'un chien, des inches! Vite G21 et configuration pour afficher des millimètres. Voila c'est mieux comme ça!
4°) reçu le matin, les 5 axes bougent le soir pour la démo.
Aujourd'hui, premier programme: j'ai des pièces à percer.
Oh ben? Pas d'origine pièce, faudra regarder ça pour plus tard... Alors comment est-ce que ça marche le G91? Purée, ça fait un bail que je ne l'avais plus utilisé celui-là!
Tiens, on dirait que les trous sont décalés...Oh m....e la pinule fait Ø9.50 et Ø5.07: encore de l'impérial! Première pièce foutue... Pas grave, c'était prévu, je l'avais chipée dans une poubelle!
Et voila 4 pièces réussies sur 5. J'ai mes premiers protos!
La société pour laquelle je travaille vient de faire l'acquisition d'une Pocket NC V2.
Le site est plutôt bien fait et leurs photos sont bien plus pro que les miennes.
MAIS, j'ai fait des pièces avec!
Globalement très satisfait.
1°) délais tenus. J'ai juste demandé à ce qu'ils ne m'envoient pas les colis pendant les fêtes de fin d'année. Réception les 07 + 08/01. Rien à redire.
2°) montage des plus simples. 4 vis d'immobilisation à défaire, 4 pieds à enlever et fixation de la machine par 4 vis dans son carter.Ensuite, on porte le tout (à deux quand même) sur un meuble pour bosser à bonne hauteur.
3°) prise en main immédiate. On branche le cordon USB, on rentre l'adresse IP dans le navigateur et ça communique.Les POM: simple formalité. Et puis... c'est quoi ces valeurs bizarres? Nom d'un chien, des inches! Vite G21 et configuration pour afficher des millimètres. Voila c'est mieux comme ça!
4°) reçu le matin, les 5 axes bougent le soir pour la démo.
Aujourd'hui, premier programme: j'ai des pièces à percer.
Oh ben? Pas d'origine pièce, faudra regarder ça pour plus tard... Alors comment est-ce que ça marche le G91? Purée, ça fait un bail que je ne l'avais plus utilisé celui-là!
Tiens, on dirait que les trous sont décalés...Oh m....e la pinule fait Ø9.50 et Ø5.07: encore de l'impérial! Première pièce foutue... Pas grave, c'était prévu, je l'avais chipée dans une poubelle!
Et voila 4 pièces réussies sur 5. J'ai mes premiers protos!
Dernière édition: