Vous utilisez un navigateur non à jour ou ancien. Il ne peut pas afficher ce site ou d'autres sites correctement. Vous devez le mettre à jour ou utiliser un navigateur alternatif.
J'ai cette fonction sur plusieurs de mes machines.
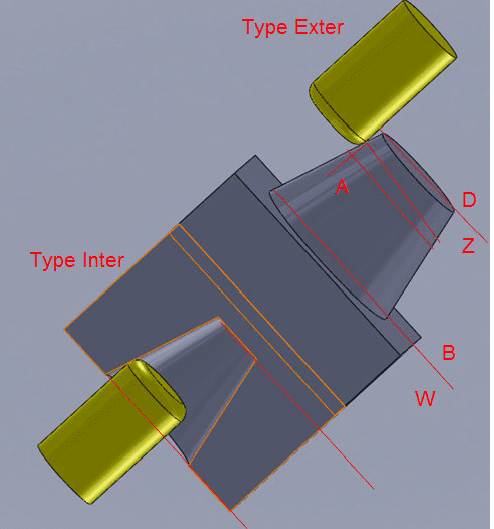
C'est un menu Mazatrol ajouté qui me permet de faire des interpolations hélicoïdales, soit inter soit Exter
On peut faire cylindrique ou conique
Cà utilise les Ø d'outils rensigné en page Information Outils
Cela ouvre l'unité ci-dessous : J'ai juste à répondre aux questions
Fonction optionelle proposé chez nous par les services techniques de Degomme Boccard.
Elle fonctionne à tous les angles de tête sur notre VTC SR
Elle rend beaucoup de service : filetage, chanfrein spéciaux, ebauche d'ilots, rainure circulaire
Cela tient même en compte le Rayon de coin de fraise pour ajuster les cotes lorsqu'on programme un cone
Le cout est variable selon que l'on veuille juste les fichiers et on se débrouille pour installer et tester.
( de mémoire autour de 600 € )
On qu'un technicien vienne tout installer et faire exemples/ formation /tests
( cout d'une journée de formation )
Assez souvent commandé en même temps qu'une formation pour éviter le cout spécial du déplacement
A savoir quand même que avec seulement 1 bloc, on peut programmer une spirale complète :
G0 X50.0 Y0.0
Z1.0
G1 G94 F1000 Z0.0
G2 X50.0 Y0.0 Z-20.0 I-50.0 J0.0 P10
( 10 tours de G2 pour aller du Z0 départ au Z-20 final du G2 > pas Z 2mm/tour )
A savoir quand même que avec seulement 1 bloc, on peut programmer une spirale complète :
G0 X50.0 Y0.0
Z1.0
G1 G94 F1000 Z0.0
G2 X50.0 Y0.0 Z-20.0 I-50.0 J0.0 P10
( 10 tours de G2 pour aller du Z0 départ au Z-20 final du G2 > pas Z 2mm/tour )
Bonjour, on peut faire la même chose sur du conique. Mais je ne retrouve plus les explications pour savoir a quoi correspond chaque lettre pour les points.
J'ai un smart 430a sans l'option cité plus haut.
Merci d'avance
G90 G0 X0. Y0. Z100. position à X0. Y0. Z100.0
G0 Z2. position Z2.0
G91 Y7.80 Déplacement relatif de Y7.80 (donc position X0. Y7.80 Z2.0)
( G91 = déplacement en mode relatif / opposé à G90 coordonnées absolues du repere piece)
G2.1 X0. Y1.20 I0. J-7.80 Z-24.0 P85 Cercle arrivé décalé en Y de 1.20 (donc Y7.80+1.20=9.0) décalé de Z-24 (donc Z2-24=-22)
( centre du cercle ) X0 et Y-7.80 du point de depart (donc centre cercle à X0Y0) , en faisant 85 tours
(soit arrivé à X0. Y9.0 Z-22.0)
( commande equivalente à G90 G2.1 X0. Y9.0 Z-22.0 I0 J-7.80 P85
G2 J-9.0 (tour complet centre du cercle à Y-9 du point de depart ( donc centre cercle à X0.Y0.)
G90 G0 Z100.0 ( retour en position Z100.)
En fait G2.1 est exactement la même commande qu'un G2 avec la possibilité de mettre P (nombre de tours fait pour arrivé au point final du G2.1 (ou G3.1 selon sens)
Par contre, attention avec utilisation de fraises toriques (rayon en coin) et interpolation conique :
vous aurez une erreur de dimension obtenue car le point de contact cone / rayon torique n'est pas sur le Ø nominal de l'outil.