Bonjour,
Je dispose d'un tour transmab 250 équipé d'un axe c. J'aimerais comprendre pourquoi j'ai des déplacements sur z passe de -18.5 a -13.5 alors que z ne devrait resté a z-16 tout le long du G01... J'arrive bien a programmer des fraisage en g21(cartésien) sur cette machine.
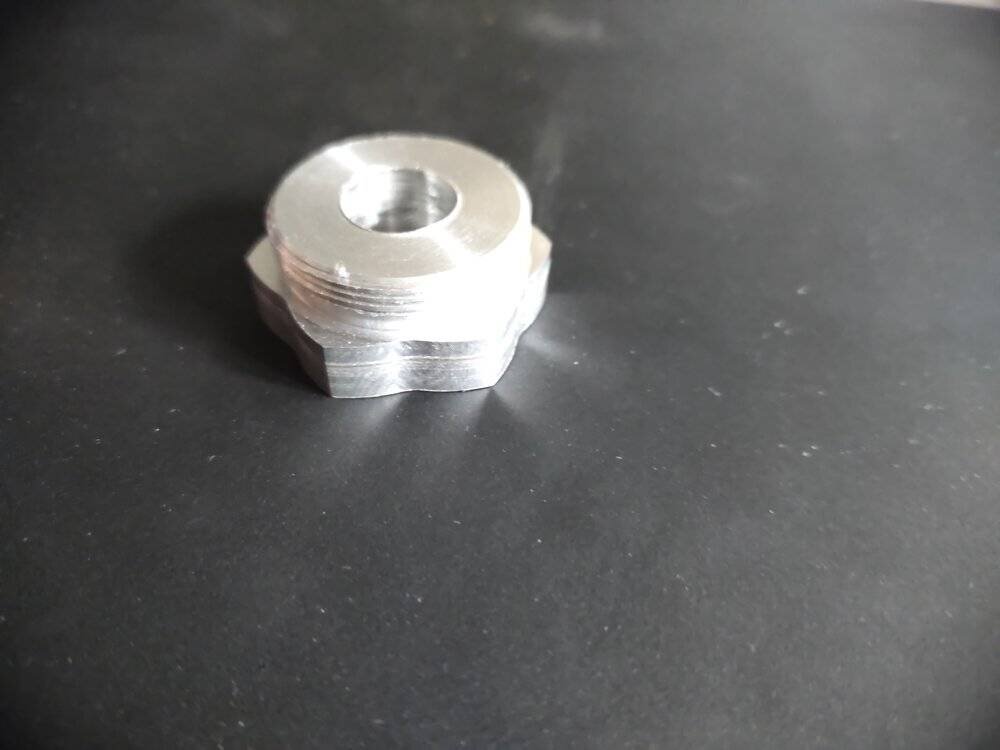
Là le but est de fraisé un hexagone avec un seul petit calcul de Trigo. Les valeurs pourrait être calculé direct en début de programme et très facilement changer sur la machine sans passé par des coordonnées cartésienne et donc de la fao.

Je dispose d'un tour transmab 250 équipé d'un axe c. J'aimerais comprendre pourquoi j'ai des déplacements sur z passe de -18.5 a -13.5 alors que z ne devrait resté a z-16 tout le long du G01... J'arrive bien a programmer des fraisage en g21(cartésien) sur cette machine.
Là le but est de fraisé un hexagone avec un seul petit calcul de Trigo. Les valeurs pourrait être calculé direct en début de programme et très facilement changer sur la machine sans passé par des coordonnées cartésienne et donc de la fao.

")
