Table des matières
Pour accéder directement à l’attachement, cliquez sur le nom dans la table des matières :
Liaison outil/machine (interface côté machine)
Pour accéder aux liaisons côté outil, suivre ce lien.
Cette liaison se fait généralement par un emmanchement conique.
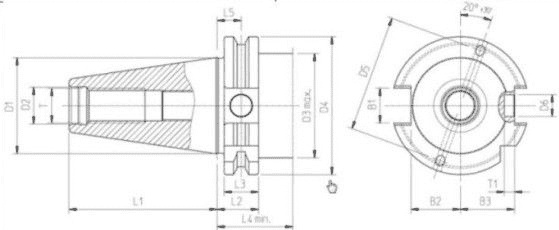
Outre son appellation normalisée, un cône est défini par (tout ou partie de) :
– son diamètre au plan de jauge
– la position de son plan de jauge
– sa longueur
– l’angle au sommet ou le demi angle au sommet
ou la pente (pente = tangente (demi angle au sommet))
ou la conicité (conicité = 2 x pente)
Le cône assure le bon centrage de l’outil, c’est un élément majeur qui concerne pratiquement toutes les machines d’usinage et même certains accessoires liés. Il permet une transmission de forte puissance à travers l’interface, nécessaire au tournage, fraisage et autres tâches..
Les cônes de machines peuvent être regroupés en deux classes : « auto-maintenant » (auto-bloquant) et « auto-libérant » (auto-détachables).
Avec les cônes « auto-maintenant » (à tenons), les mâles et les femelles s’emboîtent l’un dans l’autre sans tirant. Me cône mâle est chassé par un coin (ou chasse-cône) lorsqu’un changement d’outil est nécessaire. Ils sont généralement utilisés pour les forets hélicoïdaux à queue conique, les alésoirs machines, les broches des perceuses à colonne et les queues de tour.
Les cônes « auto-libérant » (à filetage) mâles et femelles s’emboîtent l’un dans l’autre mais sont maintenus par un tirant fileté (ou barre de traction) et sont plus généralement utilisé pour les fraiseuses car il permet de ne pas se libérer en présence de forces latérales.
Brown & Sharpe (**)
Les cônes Brown & Sharpe sont une alternative Anglo-saxonne au cône Morse.
Leur conicité est de 1/24.
Comme le morse, il possède une série de tailles, ces dernières vont de 1 à 18, les tailles 7, 9 et 11 étant les plus courantes.

En métrique :

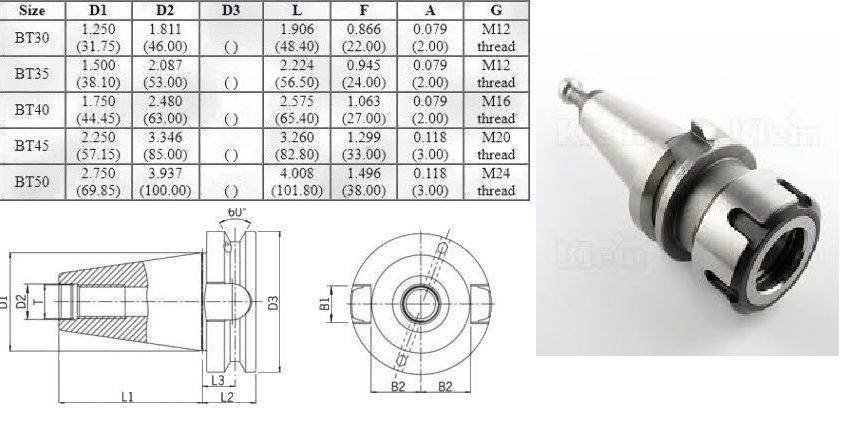
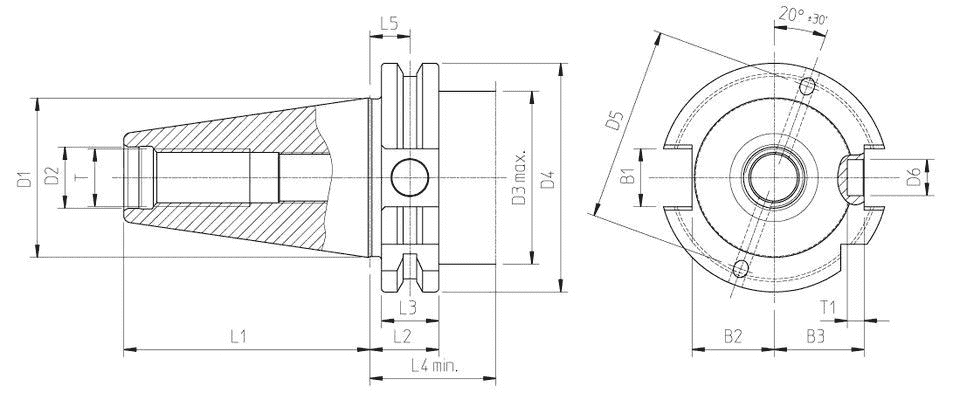
BT (**)
Dimensions : BT30/40 (le plus standard)/45/50.
Conicité 7/24. Pour changeur d’outil et fixation automatique dans la broche.
Identique au « SA » mais avec tirette pour attelage automatique dans la broche.
Capto (**)
Porte outil modulaire à changement rapide de chez « SANVIK Coromant » .
Les porte-outils à changement rapide réduisent le temps de montage et de changement des outils et améliorent l’exploitation des machines de manière significative.
L’intégration directe dans la broche machine améliore la stabilité et la polyvalence, par exemple dans les machines multifonctions, les centres d’usinage avec capacité de tournage et les tours verticaux.
En tant que système modulaire pour les centres d’usinage, il offre un grand choix d’adaptateurs de réduction et d’allonge permettant d’assembler des outils de différentes longueurs et avec différentes caractéristiques quelle que soit l’interface machine (SK, HSK, Big Plus).

CAT (CV ou V-Bride) (**)
Le cône CAT a été inventé par Caterpillar Inc. en Illinois dans le but de normaliser les outils utilisés sur leurs machines. Il possède un filetage « impérial » et existe dans un éventail de tailles désigné comme CAT-30, CAT-40, CAT-50, etc.
Cône 5% (**)
Cône très voisin du cône Morse (ne pas confondre ni permuter l’un avec l’autre), tous les cônes ont la même conicité.
Il est désigné par sa conicité et par son diamètre de jauge :

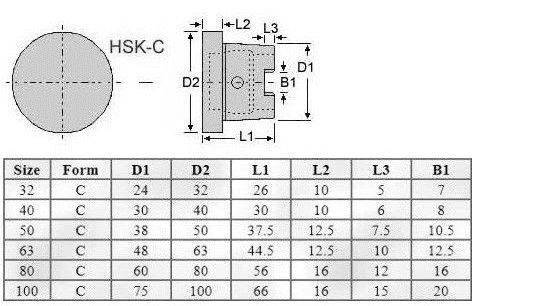
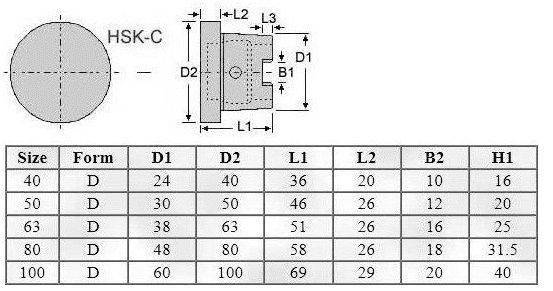
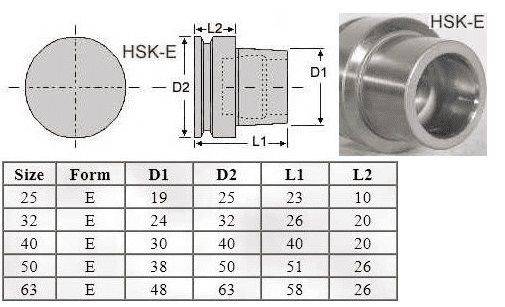
HSK (**)
Porte outil modulaire de chez « SANDVIK Coromant ».
Le mécanisme pour la tenue d’outillage HSK est placé à l’intérieur du corps (creux) de l’outil et est conçu pour serrer l’outil d’autant plus que la vitesse de rotation augmente. Il n’y a pas de tirant avec ce type d’outillage.
Dimensions : HSK-A/B/C/D/E/F/T – SK30/40/50
HSK-A pour usage général, changement d’outil automatique.

HSK-B pour applications statiques, changement d’outil automatique.

HSK-C pour usage général, changement d’outil manuel.
HSK-D pour applications statiques, changement d’outil manuel.
HSK-E pour grande vitesse, changement d’outil automatique.
HSK-F pour vitesse modérée, changement d’outil automatique.
HSK-T pour applications avec tolérances serrées.
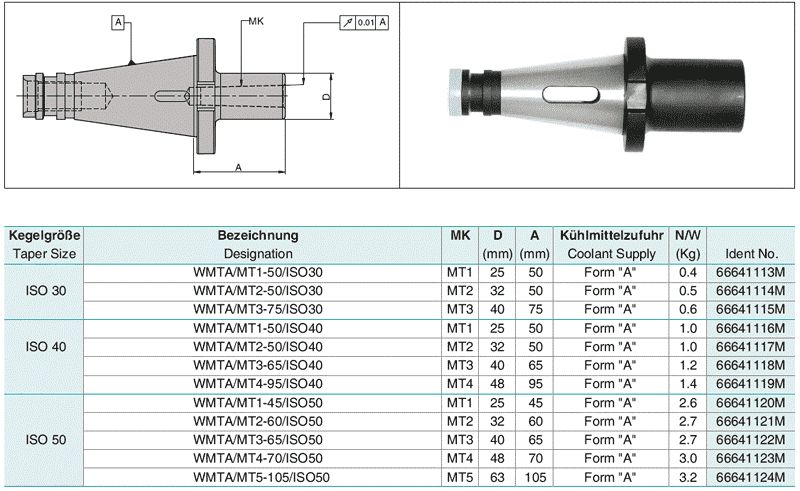
ISO
Cône morse conicité 7/24 – DIN 6383
Dimensions : ISO 30/40/50
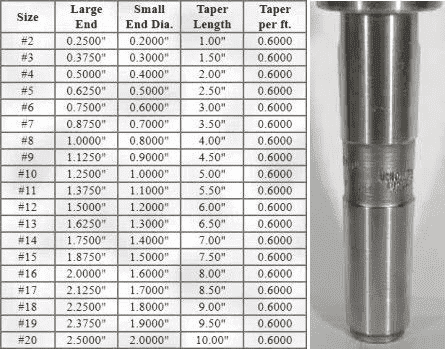
Jarno (**)
Les cônes « Jarno » utilisent un schéma très simplifié. Le taux de conicité est de 1:20 sur le diamètre, soit 0.600″ sur le diamètre par pied, 0.050″ sur le diamètre par pouce.
KM (**)
Attachement développé par Kennametal, avec ou sans rainure de changement d’outils.

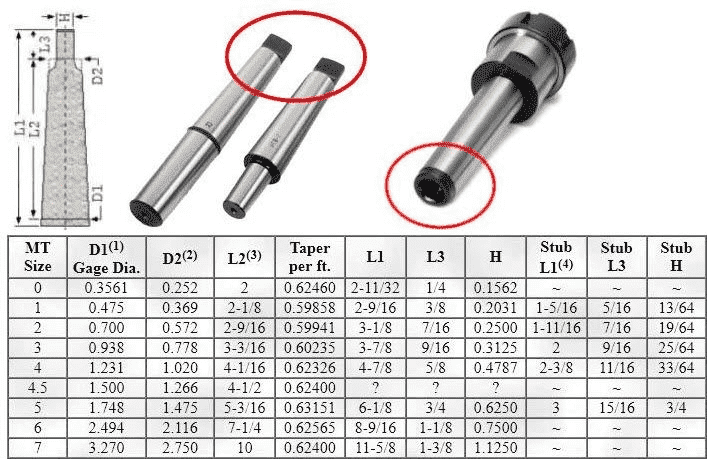
Morse (CM, MT, MK) (**)
Il a été créé en 1868 pour le perçage.
C’est l’un des types le plus couramment utilisé, il se présente en 2 types bien distincts, l’un à tenons nécessitant un chasse-cône ou coin pour le retirer, l’autre muni d’un filetage nécessite quant à lui un tirant ou barre de traction pour le maintenir (le retirer).
Ils sont disponibles dans de nombreuses tailles allant de 1 à 7.
En métrique :


NMTB (ou NMT ou NT) (**)
Cet outillage est similaire au CAT mais il a besoin d’un tirant. Il existe un certain nombre de variantes d’outils qui rendent l’interchangeabilité de l’outillage NMTB problématique. Dimensions : NMTB-25/30/35/40/45/50/60.
QCTP
Quick Change Tool Post [EN]
Toolholders [EN]
Tourelle à changement rapide [FR]
Werkzeughalter [DE]
Dispositif acceptant un porte-outil dédié et assurant une mise en position précise et répétitive de ce porte outil.
Elles existent pour 2 à 40 positions du porte-outil.
C’est une alternative à la tourelle carrée « traditionnelle » :

Sans vouloir les citer toutes, quelques exemples :







Tourelle Multifix. Il y a un document en annexe qui en donne les dimensions.

R8 (**)
Nécessitent une barre de traction (tirant) à travers la broche pour éviter de se desserrer en cas de forces latérales. Il possède généralement un filetage « impérial ». Ils sont également adaptés pour empêcher la rotation lors de l’insertion et du retrait, bien que ce soit le cône qui transmette le couple en cours d’utilisation.

SA (**)
Il a été créé en 1927.
« SA » ou Standard américain, blocage par tirant supérieur, le cône fait centrage, les tenons servent à l’entrainement.
Dimensions : SA30/40 (le plus standard)/45/ 50. Conicité 7/24.
Identique au « BT » mais avec tirant, pour machines conventionnelles.
Voir ISO et BT, certaines compatibilité étant possibles.

SK (**)
Attachement équilibré (UGV). Pour changeur d’outils et attelage automatique dans la broche.
VDI (pour les tours) (**)
Porte outil à queue cylindrique avec méplat cranté pour les tourelles de tour CN.
Existe en version motorisée pour les centres de tournage :


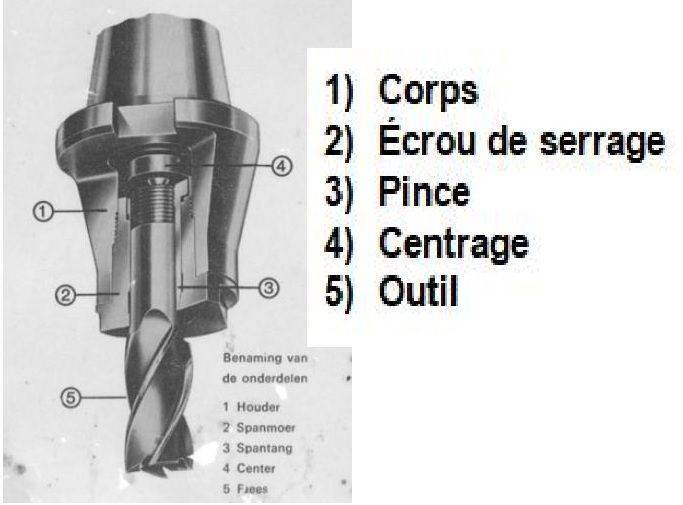
Liaison outil/machine (interface côté outil)
Cette liaison se fait généralement par le biais d’un attachement à la norme de la machine, sur lequel vient se greffer une interface spécifique à l’outil.
L’exemple le plus courant sur nos machines d’atelier est de pinces ER montées sur une interface en cône CM.
Pour accéder aux liaisons côté machine, suivre ce lien.
B n° (B Tapers)
Les cônes de la série B sont une norme utilisée pour installer les mandrins sur leurs arbres, à l’instar de l’ancienne série de cônes Jacobs.
Chaque cône de la série B est correspond à la petite ou à la grande extrémité d’un cône Morse :
B10 = petit bout de MT1 / B12 = extrémité large de MT1
B16 = petit bout de MT2 / B18 = extrémité large de MT2
B22 = petit bout de MT3 / B24 = extrémité large de MT3

Centrage lisse à tenons
Pour le montage de fraises 2 T sur fraiseuses :

Centrage lisse à joint de oldham
Dans certains attachements, le centrage est amovible et l’entrainement en rotation de la fraise se fait par un joint de OLDHAM :

Centrage et filtrage

Centrage lisse et taraudage (clarkson)
Pour fraises de la marque :
Frettage (**)
L’outil (tolérance h6) est monté serré dans l’attachement. voir exemple.
Porte outil parfaitement équilibré pour l’usinage à très grande vitesse.

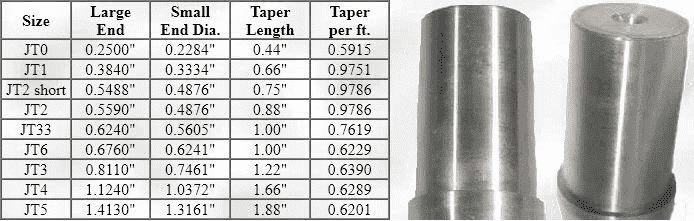
Jacobs
Le cône Jacobs (JT en abrégé) est couramment utilisé pour fixer un mandrin de perceuse à un arbre CM ou Brown & Sharpe.
Remplacé par le « B Taper ».
Mandrins
Dispositif permettant de serrer tout outil à queue cylindrique (foret) sur une plage de diamètre.
Ne sont pas adaptés pour les fraises.
Le changement d’outils (de diamètres) est rapide mais la concentricité et le maintient de l’outil est moins bon qu’avec des pinces.
Existent en version « auto-serrant » et « à clef ».

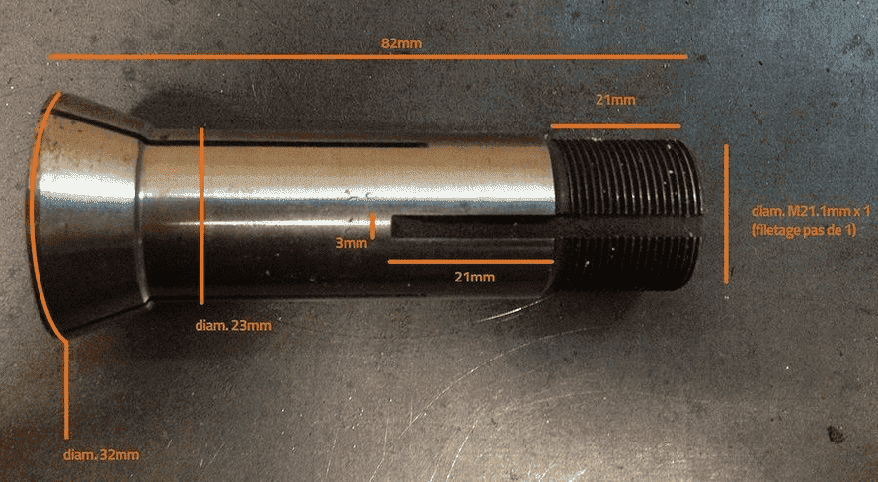
Pinces
PINCES [FR]
COLLET [EN]
SPANNZANGEN [DE]
Il en existe une multitude de standard, elles sont « tirées » ou « poussées » :
- 5C
Pinces tirées :

- BOLEY (pinces)
Pinces tirées :
- ER – ERV – GRS (pinces) (**)
Les pinces les plus courantes de nos jours pour les machines d’atelier.
Le type « ER » se retrouve dans pratiquement tous les types de cônes machine disponibles sur le marché.

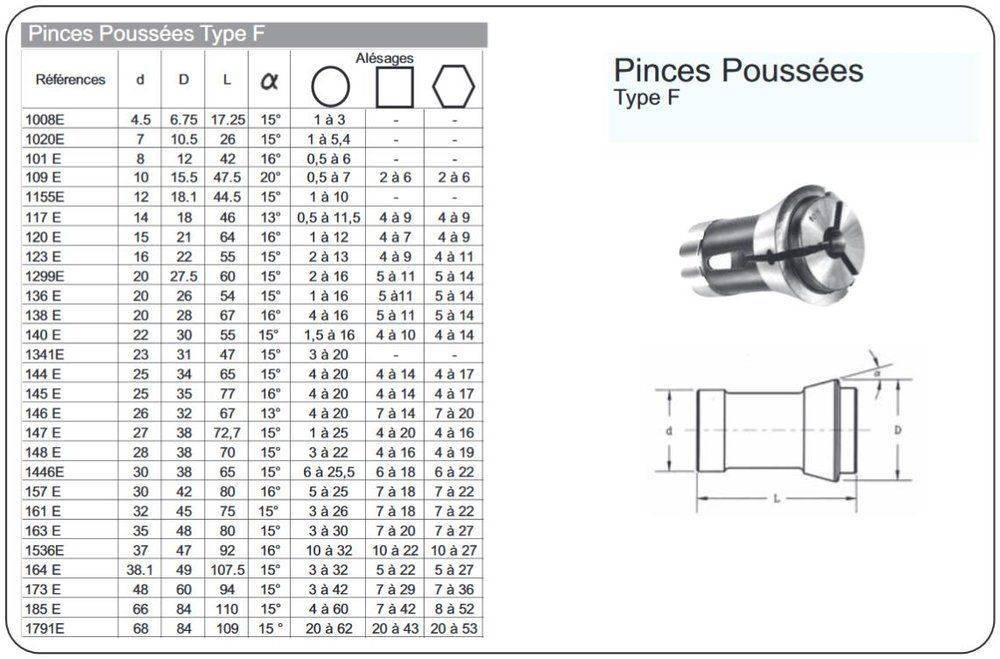
- Pinces F (**)
Pinces poussées [FR]
Dead length collets [EN]
Druckspannzange[DE]
- Oz (pinces)
Voir pinces GRS Ci-dessus.
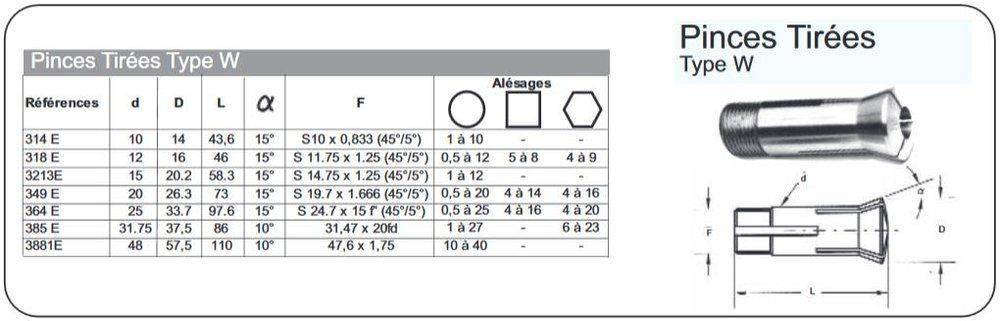
- R8/Schaublin pinces « W »
Les pinces R8 sont des pinces tirées taraudées (TPI).
Elle peuvent se placer directement dans la broche des fraiseuses (Bridgeport) dont la broche est prévue pour recevoir les arbres « R8 ».

Elles sont voisines des pinces « W » qui elles sont filetées.
Les pinces SCHAUBLIN (W) existent en version alésage cylindrique ou alésage prismatique.
Pinces tirées W [FR]
W Pull-type collet [EN]
W Zugspannzangen [DE]

- Rubberflex (pinces)
Weldon
Attachement pour outils à queue cylindrique avec méplat de blocage :


Annexes
L’auteur

Pussy
Retraité de l’éducation nationale
Site web :
http://www.aqua-d-elle.fr/

- Affûtage manuel des forêts - 16 octobre 2021
- Liaison outil machine - 16 octobre 2021
- Réglage d’une broche à paliers lisses monobloc - 16 octobre 2021